



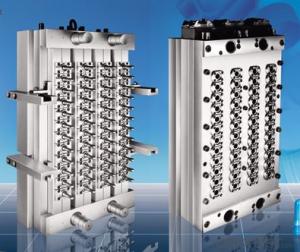
Injection Preform PET Mold High Quality 12 Cavity
- Ref Price:
-

- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1 set
- Supply Capability:
- 100 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like

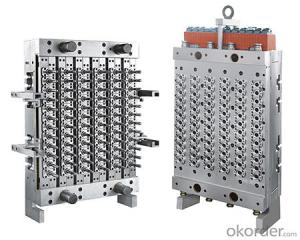






Injection Preform PET Mold High Quality 12 Cavity
Description
| Name | Plastic Injection Mould |
| Highlight: | Excellent in interchangeable cores molds design & making.Molds can be interchangeable on molding machines |
| Mold Steel: | Buderus, Assab, AISI & JIS (including preharden steel and fully harden steel), P20 (=1.2311), H13 (=1.2344), Starvax 420 (=stainless steel) |
| Mold Base: | Hasco standard, European standard, world standard |
| Surface Finish: | Texture (MT standard), high gloss polishing |
| Engraving: | Date stamps (year and month), logotype,etc |
| Mold sampling-Mold trial: | Trial molding machine available : from 50~2500T |
| Cavity | 1~10 |
| Finish | Mirror finis, high gross polishing |
| Runner system | Hot/Cold runner (MoldMaster, Incoe, Masterflow, LKM, Yudo system...etc) |
| Cycle time | Up to the working environment |
Equipment List
Machine | Quantity | How many years used |
Wire Cutting | 4 sets | 3 years |
High speed precision CNC | 3 sets | 3 years |
Normal precision CNC | 3 sets | 3 years |
Five axial CNC | 5 sets | 2 years |
Grinding machine | 8 sets | 3 year |
Normal crude CNC | 3 sets | 4 years |
Milling machine | 8 sets | 4 years |
Deep hole driller | 2 set | 2 years |
CNC engraving and milling machine | 2 sets | 2 years |
Laser repair welding machine | 1 set | 2 years |
Our Services
1. Can supply with both Mold & Molded parts
2. Provide Milled Prototype Making, Mold Design, Mold Making, Mold Testing, Molding, Products assembly...services
3. With more than 25 years experience, all of works are done 100% in our factory in Taiwan!
4. Low volumes / Small orders are welcome! Please contact us to discuss case by case.
5. Accept only OEM / ODM / Customer Projects. We do not have any existing molds for sell.
6. Mold building lead time: Around 40-50 days, with 1st Mold trialing report and Mold trailing samples
Product Description
Plastic materials: | PS, ABS, PP, PVC, PMMA, PBT, PC, POM, PA66, PBT+GF30%...etc. |
Other materials: | Rubber, Silicone rubber, LSR, aluminum, zinc...Metal...etc. |
Quality: | ROSH and SGS standard |
Feature: | Non marking and Non flash |
Size: | According to your drawing |
Color, Quantity, Unit price, Tooling cost, Tooling size: | To be discussed |
Mold structure: | Injection Mould, Plastic Mold, Overmould, 2k mould, Die-Casting Mould, Thermoset Mold, Stack Mold, Interchangeable Mold, Collapsible Core Mold, Die Sets, Compression Mold, Cold runner system LSR Mold,…etc. |
Mould Base: | HASCO standard, European standard, World standard |
Mould Base Material: | LKM, FUTA, HASCO, DME, etc. or as per customer’s requirement. |
Surface Finish: | Texture (MT standard), high gloss polishing |
Finish: | Mirror finish etc. |
Cavity / Core steel: | P20, 2311, H13, 2344, Starvax 420, 236, AdC3, S136, 2312, 2379, 2316, 2083, Nak80, 2767 etc. |
Cavity: | Single cavity, Muti Cavity, based on customer’s requirement. |
Hot / Cold Runner: | HUSKY, INCOE, YUDO, HASCO, DME, MoldMaster, Masterflow, Mastip, Taiwan made brand…etc. |
Mould Life: | 1,000 to 1,000,000 shots (according to your working environment) |
Design & Program Softwares: | CAD, CAM, CAE, Pro-E, Solid works…etc. |
Equipments: | High speed CNC, standard CNC, EDM, Wire Cutting, Grinder, Plastic Injection Molding Machine for testing mold from 50-3000T available. |
Package: | Standard exported wooden box packed, fumigation process (upon required) |
Mold building lead time: | T1, 40~50 days, parts measurement report (upon required). |
Annual production: | 250 sets of mold |

- Q: Why does the mold exhaust, so where does the gas come from
- Just add a little bit of the purpose of the exhaust: burn. The other ten is perfect.Plastic mold venting is not good, the gases in the cavity is compressed, produce a lot of pressure, this is the back pressure to prevent the molten plastic for normal rapid molding, make it difficult to injection molding. Once injection molding difficulty in this case, the researchers often adopt the method of improve the injection pressure of injection, this led to the pressure maintaining prolonged, molding cycle delay, the production efficiency is lower, injection molding machine energy consumption increases and so on. Even corrosive gases are sometimes fouled in the cavity, contaminating plastic molds, reducing the life of the molds and increasing the cost of plastic moulds.
- Q: What is the mold for?
- Second, even if meets the difficult opportunity, most manufacturer can search im oligonucleotides du, put hundreds of thousands IN search of foreign original image, and then to design, the mechanical structure, might be some to improve and perfect, into a mold products with Chinese characteristics, can even exports to those countries, but IN the end it is hard to real marked "MADE IN CHINA" brand, and foreign figure, CHINA's steel, spell together hearts do not panic, ha ha So our mould industry, whether from the design research and development or mechanical processing, there is a lack of originality and independent technology of birth defects, congenital advantage is likely to be the only ancestor "cast ding forging sword" superb craftsmanship of the evolution of current die locksmith top workmanship, die locksmith world pageant held in that day, the voice of our athletes won may even more than the call for Chen to step down, opening with me, I must win!
- Q: What is die parting face?
- A mold term. Mould is, generally speaking, there are two major components: dynamic model and fixed die (or male mold cavities and cores), parting surface is closed and state can contact between the two parts, is divided into the workpiece or mold parts mold parting plane of block size, has a broader significance. The design of fractal surface directly affects the quality of the product, the difficulty of mold structure and operation, and is one of the key factors in the success of die design. The following principles should be observed when determining the parting surface: (1) make the mold structure as simple as possible. If you avoid or reduce the side parting, you will reduce the movement of the type and the fixing of the mold to reduce the difficulty of processing. (2) it is helpful for the smooth removal of plastic parts. As long as the mold is left to be left on the edge of the moving die to make use of the top of the injection molding machine, avoid the long distance core to reduce the size of the die. Ensure the precision of the product. To minimize manufacturing and assembly errors, as far as possible, in the same module as possible. (4) not affecting the appearance of the product. The flying side inevitably occurs at the parting surface, so avoid the design of the parting surface on the smooth surface. (5) ensure smooth exhaust of the cavity. If the fractal surface is as close as possible to the final filling of the cavity wall, it can be used to exhaust the cavity.
- Q: What does the die EDM mean
- EDM, an acronym for the English acronym, is often used in professional fields. If the whole name is Electrical Discharge, it means electric spark Machining That's called electroprocessing. It is mainly used for a variety of complex shape and small precision workpieces, such as the punch die, die, intensive, fixed plate, stripper plate, such as forming tool, template, use of electric spark machine-shaping metal electrodes, all kinds of micro hole trough, narrow gap, curve and so on, with a small machining allowance, high machining accuracy, short production cycle, low manufacturing cost advantages, has obtained widespread application in the production, the wire-cut edm machine at home and abroad has more than 60% of the total number of electric machine.
- Q: What are the advantages of using a hot runner?
- Mould at first using cold gate type products take material valve, sometimes forgotten to disc molding material not to say every mould produce secondary material is the material valve, hot runner after solved this problem, reduce secondary molding material directly, reduce labor workers parts, but that time has its drawbacks as well as the hot runner is uncontrolled, namely can't control the quantity of each point into the glue, along with the technical improvement on the current hot runner is mostly in the use of needle valve type, Kong Shi time controller is used to control each needle valve into the adhesive time for technology transfer machine save trouble is much,,,, adopt to adopt
- Q: What is a molds? What is the difference between die and die?
- Under external force, the material is made into a special shape and dimension. Widely used in cutting, forging, cold heading, extrusion, powder metallurgy parts suppression, pressure casting, as well as engineering plastics, rubber, ceramics and other products of the molding or injection forming. The mold has a certain contour or inner cavity shape, and the shape of the blade can be applied to the outline Separation of forms (blanking). The inner cavity shape can be used to obtain the corresponding solid shape. The mould usually includes two parts: the moving model and the mold (or the punch and the concave), which can be divided into two parts. When apart, take out the pieces and put them into the mold cavity forming. Mold is a precision tool, complex shape, bear the expansion force of billet, the structural strength, stiffness, surface hardness, surface roughness and machining accuracy have higher request, the development level of mold production is one of the important symbol of the levels of mechanical manufacturing.
- Q: How do you handle the die holder
- Mold clamp mouth usually refers to the Parting surface, Parting line or the Parting line), including the slider, inserts, lifter and so on between the two in the products with line. Note: CNC processing aspect: parting surface machining with rubber products, at the same time to the mold clamp mouth do protection processing, die fillet directly in the machining process can be avoided; To remove the electrode: the separation of the Angle electrode and the electrode of the product is removed and the Angle of the die is avoided in the EDM process. Mold, industrial production to be used for injection molding, blow molding, extrusion, die-casting or forging, metallurgy, stamping, etc., to get the various mold and tools of the desired product. In short, the mold is a tool for molding objects, which are made up of various parts, and different parts are made of different parts. It mainly USES the physical state of the forming material to realize the processing of the physical appearance. There is the title of "mother of industry"
- Q: Do machine parts need to be moulds?
- It is necessary to make the machining parts in large quantities, which are complicated in shape and need to be moulded.
- Q: What is the "KO hole" on the injection mold?
- KO hole, also called the top roller, is to do in the mold after the mold on the front panel, in order to make injection molding machine ejection, top stick can directly to the plunger on a board, and dig holes on the panel to avoid empty. The location of the KO hole is on the same axis as the spout. Sometimes according to the actual situation of the mold to open several KO hole, then according to the dynamic injection molding machine template parameters to determine the location of the KO hole, other is already open on because of the injection molding machine template for porous as caving sticks.
- Q: The wall thickness of the die is affected by the plastic parts
- Wall thickness is high, thin wall is not enough, The wall is not uniform, and the stress concentration is deformed The thin wall is easy to hold, fill insufficient, the process is difficult to adjust, poor high
Send your message to us
Injection Preform PET Mold High Quality 12 Cavity
- Ref Price:
-
- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1 set
- Supply Capability:
- 100 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products




Hot products




Hot Searches
Related keywords

