





Hot Runner Valve Pin PET Bottle Preform Mold
- Ref Price:
-

- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1 set
- Supply Capability:
- 100 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








1. Advantages of Multi-Cavities PP Preform Mould
.professional team:we can provide all kinds of technical consultation service;
.advanced making machine:we have Coordinate Measuring Machine from Italy and NC Flat Grinding Machine,Precision Flat Grinding Machine from Taiwan,etc;
.pleasing packaging and delivery:our boss will supervise the packaging process;
.free spare parts:we can provide spare parts which may damage for free
2. Main Features of Multi-Cavities PP Preform Mould
.Mould plates are P20 Steel with pre-hardening process. Core, cavity and neck screw are made of S136 high strength anti-corrosive stainless steel, which is better than 48HRC.
.Mould plate is completed by one-time processing to ensure the concentricity of molding hold and guide bush, guaranteeing the compact structure of the mould.
.Opening/closing pulling plate (material S136) adopts bearing slide type to drop the perform with reliable structure. And it is a highly integrated process of slider, pushing plate and ejection. All sliding parts surface inlaid self-lubricating copper alloys to ensure low friction coefficient and strong wear-resistant.
.The main components are consistent with various well-know foreign brands, high positioning accuracy and convenient disassembly.
.Reasonable and quick spiral cycle waterway can get rapid cooling effect to shorten cycle time.
.Adopting double cone positioning principle guarantees high manufacturing precision to ensure the product does appear flash, different sizes, irregular and other defects.
.Neck screw is processed by famous brand equipment. The dimension is accurate and consistent
.Moulding part hardening makes the friction surface stable, identical and durable in use.
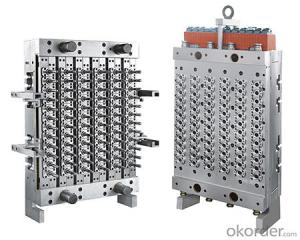
3. Images of Multi-Cavities PP Preform Mould



4. Instruction of Multi-Cavities PP Preform Mould
We complete mould making line, from the mould's design, processing, assemblage, test to perfect mould. The mould designed by AutoCAD system, PRO-Engineer system, Solidworks system etc.
For the mould processing, we use precision machines and CNC machine.
For the mould assemblage, we have experienced workers who has more assemblage experience. With carefully work attitude and rich experience, make our mould quality better and better.
For the mould test, our company also make all kinds types of injection molding machine, this is our excellent, as other mould company not have this advantage for good testing.
For PET preform mould, there are 8 cavities, 16cavities, 24cavities, 32 cavities 48 cavitied and 72cavitied for choice.
PET material because of its exceptional performance, are generally used two-step molding process, by the preform injection molding machine to produce a 24-hour After cooling, the internal molecular structure of their re-arranged in an orderly manner, and blowing for the next step to create good conditions, so that more excellent blowing performance products. Such as the famous Coca-Cola Company is currently using this technology.
5. FAQ of Multi-Cavities PP Preform Mould
Q: How to get a quotation and start business relationship with your company?
A: Please send us email and our sales representive will contact you as soon as we receive your email.
Q: How to receive a price quotaion in the shortest time?
A: When you send us an enquiry, please kindly make sure all the details, such as the mateiral, product size, surface treatment and packaging are mentioned.
Q: How to start a custom project with your company?
A: Please send us your design drawings or original samples so that we can offer a quotation first. If all details are confirmed, we will arrange the sample making.
Q: What’s your MOQ?
A: The MOQ depends on the design and production processes of the products. For the majority of our bathroom sets, our MOQ is 10000sets.
Q: What types of payment terms do you accept?
A: Currently, the payment terms we accept are T/T (30% before production, 70% against B/L copy) and irrevocable L/C at sight.
Q:How long can I receive an order?
A: That depends on the specific items and your order quantity. Normally, the lead time for a 20ft container load is 50-60 days.
- Q: What is a mold, and what is a mold
- The television, all the electrical appliances before production should have a model like his model can be made by machine, which is the die! -
- Q: Is the stamping tool to be used for the precision of the stamping parts? Why is that?
- In general, it is possible to look at the precision of the product requirements. This type of mould to the flatness of the main problem is falling materials problem, if the flatness requirement is strict, it must be on the top of the lower die shear engineering with strong spring, shear process ensure the punch material is within the scope of clamping incised, punch height is just right across the material thickness can be half a (theoretical value, can adjust the height). This station is called "half cut back", will fall with CARDS in the next work is expected to bring was taken to a station by the punch shot down, the flatness of the product will be effectively controlled.
- Q: The role of the die positioning ring
- The positioning ring is a metal ring used in the system of die heat flow. It is characterized by high temperature and high precision. There are two types of type A and B, and there are different models for special needs. In addition to locating the sprue, the positioning circle can also be used for fasteners, which can be used as a fixture.
- Q: What kind of mold do you have?
- Large classification: hardware model, plastic mold Hardware mold is divided into stamping die, die casting die, powder metallurgy mold Plastic mold is divided into injection mold, extrusion mold and suck mold The stamping die includes: continuous die, single die, compound die, tensile die The injection mold is divided into: two plates and three plates
- Q: Injection mold. What does the soft mold mean? What's the difference between a quick one?
- A soft die is a concept that is relative to a hard mold. In the process of component design generally need to verify the design of plastic parts is reasonable, can meet the requirements of the assembly and product design changes may need to be kept. This way, we need to open a sample molds before mass production. Until the design is no longer changed, the initial mass production is limited to a single hole of capacity, which requires a large cavity. In the comparison between soft and hard models, the soft mold is not as good as the hard mold (which is the die life), except for the steel choice. What do you mean by a quick form that you don't understand? Is it a plastic block? If this is the case, then a quick form is not needed, but only a few or dozens of samples can be done, and the cost is high. The average life span of a soft mold is no less than 50,000 modules, even higher. If batch not small plastic parts, often one a hole to use soft model completely can satisfy capacity.
- Q: What is die parting face?
- A mold term. Mould is, generally speaking, there are two major components: dynamic model and fixed die (or male mold cavities and cores), parting surface is closed and state can contact between the two parts, is divided into the workpiece or mold parts mold parting plane of block size, has a broader significance. The design of fractal surface directly affects the quality of the product, the difficulty of mold structure and operation, and is one of the key factors in the success of die design. The following principles should be observed when determining the parting surface: (1) make the mold structure as simple as possible. If you avoid or reduce the side parting, you will reduce the movement of the type and the fixing of the mold to reduce the difficulty of processing. (2) it is helpful for the smooth removal of plastic parts. As long as the mold is left to be left on the edge of the moving die to make use of the top of the injection molding machine, avoid the long distance core to reduce the size of the die. Ensure the precision of the product. To minimize manufacturing and assembly errors, as far as possible, in the same module as possible. (4) not affecting the appearance of the product. The flying side inevitably occurs at the parting surface, so avoid the design of the parting surface on the smooth surface. (5) ensure smooth exhaust of the cavity. If the fractal surface is as close as possible to the final filling of the cavity wall, it can be used to exhaust the cavity.
- Q: Which of the dies is movable
- Mold is fixed before, so also called in front of the fixed mold, mold finish after open mold - out - clamping and a series of movements, after mold also called dynamic model,
- Q: The plastic mould automatically dies and the product drops when it falls
- You can't use the manipulator, the transmission belt is not even more. It's not possible to have a secondary top out, it's a problem that comes out of the top, and you've already written it yourself. A little want to buy something not give money, ha ha. Or semi-automatic. Use hand. Or you can try. Put slope slide board is a bit at the bottom of the mould, manipulate are placed at the side and operation side. When fall apart to make more hole products. Slide plate as close to the mold below (should consider a safe distance) to reduce product drop height.
- Q: What is the manufacturing of mould materials
- You're talking about the industry that makes moulds. It is the metallurgical industry that makes mould material. From steelmaking to forging and rolling, it also belongs to heavy industry.Belong to die design, consider the choice of suitable material.
- Q: The injection molding round box is not satisfied with the molds.
- New models or old models? The new mode may have a factor of 1. 2, the glue is too small. 3, the trail is too small. The exhaust is not good and the exhaust is bad.
Send your message to us
Hot Runner Valve Pin PET Bottle Preform Mold
- Ref Price:
-
- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1 set
- Supply Capability:
- 100 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products






Hot products




Hot Searches
Related keywords

