



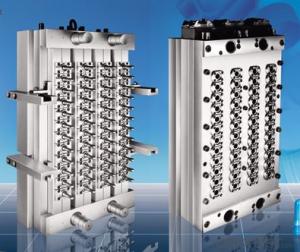
PET Preform Mould Wide Mouth Preform Hot Runner 8 Cavity
- Ref Price:
-

- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1 set
- Supply Capability:
- 100 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like

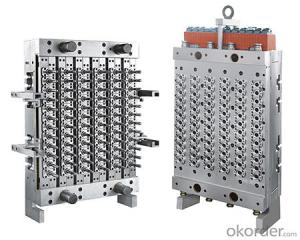






PET Preform Mould Wide Mouth Preform Hot Runner 8 Cavity
Specification:
Material for Cavity: | 2316, HRC48-52 |
Material for Core: | 2316, HRC48-52 |
Material for neck: | 2316,HRC48-52 |
Mold plate: | P20 |
Hot runner nozzle | Use the material Beryllium brone from Japan,HRC38 |
Valve pin: | SKD61,HRC 48-52, and SKD51, HRC59-61 |
Guarantee: | One year or 2million shots |
Payment: | T/T, L/C |
Delivery time: | 25-45 wording days based on the different products |
Features:
1.Mould plates are P20 Steel with pre-hardening process. Core, cavity and neck screw are made of S136 high strength anti-corrosive stainless steel, which is better than 48HRC.
2.Mould plate is completed by one-time processing to ensure the concentricity of molding hold and guide bush, guaranteeing the compact structure of the mould.
3.Opening/closing pulling plate (material S136) adopts bearing slide type to drop the perform with reliable structure. And it is a highly integrated process of slider, pushing plate and ejection. All sliding parts surface inlaid self-lubricating copper alloys to ensure low friction coefficient and strong wear-resistant.
4.The main components are consistent with various well-know foreign brands, high positioning accuracy and convenient disassembly.
5.Reasonable and quick spiral cycle waterway can get rapid cooling effect to shorten cycle time.
6.Adopting double cone positioning principle guarantees high manufacturing precision to ensure the product does appear flash, different sizes, irregular and other defects.
7.Neck screw is processed by famous brand equipment. The dimension is accurate and consistent
8.Moulding part hardening makes the friction surface stable, identical and durable in use.
Our Services
1. Can supply with both Mold & Molded parts
2. Provide Milled Prototype Making, Mold Design, Mold Making, Mold Testing, Molding, Products assembly...services
3. With more than 25 years experience, all of works are done 100% in our factory in Taiwan!
4. Low volumes / Small orders are welcome! Please contact us to discuss case by case.
5. Accept only OEM / ODM / Customer Projects. We do not have any existing molds for sell.
6. Mold building lead time: Around 40-50 days, with 1st Mold trialing report and Mold trailing samples
Product Description
Plastic materials: | PS, ABS, PP, PVC, PMMA, PBT, PC, POM, PA66, PBT+GF30%...etc. |
Other materials: | Rubber, Silicone rubber, LSR, aluminum, zinc...Metal...etc. |
Quality: | ROSH and SGS standard |
Feature: | Non marking and Non flash |
Size: | According to your drawing |
Color, Quantity, Unit price, Tooling cost, Tooling size: | To be discussed |
Mold structure: | Injection Mould, Plastic Mold, Overmould, 2k mould, Die-Casting Mould, Thermoset Mold, Stack Mold, Interchangeable Mold, Collapsible Core Mold, Die Sets, Compression Mold, Cold runner system LSR Mold,…etc. |
Mould Base: | HASCO standard, European standard, World standard |
Mould Base Material: | LKM, FUTA, HASCO, DME, etc. or as per customer’s requirement. |
Surface Finish: | Texture (MT standard), high gloss polishing |
Finish: | Mirror finish etc. |
Cavity / Core steel: | P20, 2311, H13, 2344, Starvax 420, 236, AdC3, S136, 2312, 2379, 2316, 2083, Nak80, 2767 etc. |
Cavity: | Single cavity, Muti Cavity, based on customer’s requirement. |
Hot / Cold Runner: | HUSKY, INCOE, YUDO, HASCO, DME, MoldMaster, Masterflow, Mastip, Taiwan made brand…etc. |
Mould Life: | 1,000 to 1,000,000 shots (according to your working environment) |
Design & Program Softwares: | CAD, CAM, CAE, Pro-E, Solid works…etc. |
Equipments: | High speed CNC, standard CNC, EDM, Wire Cutting, Grinder, Plastic Injection Molding Machine for testing mold from 50-3000T available. |
Package: | Standard exported wooden box packed, fumigation process (upon required) |
Mold building lead time: | T1, 40~50 days, parts measurement report (upon required). |
Annual production: | 250 sets of mold |
- Q: How many kinds of equipment can be used to open the mould?
- The molds have a lot of equipment Most basic: lathe, milling, grinding machine, line cutting, drilling machine These are the most basic. And, of course, you need to press the bed for the test
- Q: What is the material of hot pressing die?
- Hot pressing molding sometimes can be divided into vacuum forming (vacuum forming), and compression molding (compression will molding), the pressure is not the same way. Most of the compression molding is to put the plastic in the mold and soften it, then apply the pressure to form. And the pressure source of vacuum forming can be a unilateral vacuum, or in addition to a vacuum outside, the other side is supported by high pressure. Compared with other processing method, hot press molding has the advantages of mould cheap, uniform thickness, its products from the early military map model and the airplane engine cover, now can be made into inner liner of the refrigerator door, the car fender, automobile chassis, soft drink bottles, signs, packaging materials and its products even thickness.
- Q: The role of the die positioning ring
- The function of the die positioning ring is to make the injection molding machine on the die, to ensure that the sprue of the die is in line with the injection molding machine nozzle position level and complete coincidence
- Q: How many types of molds? Please help me out!
- Die, forging die, stamping die, aluminum casting (casting) using the block, wax mold, plastic mold, metal mould, plastic forming with modeling profile (profile), pressure molding die, glass blowing blowing mould,... This is for use. Cold/hot mold; This is divided by temperature. There is steel die, aluminum die, hard alloy mold; There are wood, sand and wax models; With a plastic mould; This is part of the material that makes the mold. There is a one-off model, multiple sex dies; Permanent model This is from the service life. There are mechanical moulds, space moulds, plastic moulds, building dies, and... This is part of the industry. There can be other calls, there is no uniform rule.
- Q: Mold design and manufacturing to learn which courses
- Learn how to design the mold design so many theories, more to point factory actual experience is true, slowly experience
- Q: What is a molds? What is the difference between die and die?
- The difference is that the mold is a tool for molding objects. If you're going to do a bunch of things that look almost exactly the same, you need molds. The personal seal, for example, is the simplest mold. A mold is a production tool. A treatment is a work suit, a supporting tool designed to achieve a certain purpose. For example, in order to spin a screw, we invented a screwdriver, and the screwdriver is a work suit. Tooling is not a production tool.
- Q: What is a mold bite
- Is lousy skin grain, a lot of plastic parts surface is very thick leather grain, like a car instrument on the stage or storage battery mirrors, etc., fine grain with spark machine can play out, but do not to come out of coarse grain, you need to use chemical liquid will need mold cavity rotten into grain, also called texture
- Q: What mould steel can make injection mold?
- 5 crnimnmovsca crsca (5) the using S - Ca compound free cutting steel pin and jet metallurgy technology, improve the morphology of sulphide, distribution and the anisotropy of steel, and can ensure the distribution of sulfide in the big cross section is relatively uniform. 5 crsca steel has high hardenability, high toughness, easy cutting, advance again hard (42 HRC) are still has good processability, has a good mirror polishing performance, surface roughness after polishing can reach Ra0.040 ц m, repair welding performance is good Suitable for plastic injection mould cavity complex, compression molding, require large deformation of the plastic molding die, etc 3 cr2mo the steel is from the American AISI P20 translating into the rigid plastic die steel, and has been incorporated into the national standard (GB1299-1985) can be in 29.5 under the condition of 35 HRC hardness supply, good machining performance, excellent polishing performance. It is widely used in various countries to apply a kind of plastic mold to the compression mold and injection mould 3 cr2nimnmo the steel is a new developed on the basis of P20 steel, the steel is with strong high toughness and good machining and polishing performance can be polished to 0.020 ц m (), can be in advance hard state (30-36 HRC) processing. Apply to large plastic mold or cavity complex, request mirror polishing molds
- Q: Because many of the molds in our factory have batch sewing, who can tell me how to fix the batch seam. Because I don't understand, but I'm going to learn, so I want to know in advance, thank you very much!
- In the case of the building Lord, all the moulds have a lot of wind, which is that the injection molding machine is not enough
- Q: Why are the stamping molds wrinkling?
- The reason for the wrinkling of the stretcher is that the pressure of the elastic pressure plate is too small, or it may be too large for the extension of the groove. The solution is to increase the pressure of the elastic press and reduce the R in the concave cavity. The gap between the wrinkling and the convex and the concave is not very important.
Send your message to us
PET Preform Mould Wide Mouth Preform Hot Runner 8 Cavity
- Ref Price:
-
- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1 set
- Supply Capability:
- 100 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products



Hot products





Hot Searches
Related keywords

