



PET Preform Mould with 48 Cavity Hot Runner Preform PET Mould Injection OEM
- Ref Price:
-

- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1 set
- Supply Capability:
- 100 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like



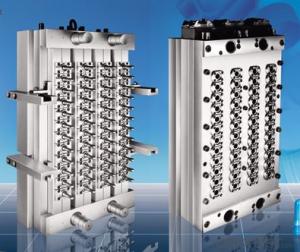




PET Preform Mould with 48 Cavity Hot Runner Preform PET Mould Injection OEM
Mould name | 12 cavity PET preform mould |
Mould steel | NAK80,718H,P20,1.1730,2344,SKD61,2316,S136,3Cr13 etc. |
Plastic material | PP, PC, PS, PE, PU, PVC, ABS etc. |
Mould base | LKM,HASCO etc. |
Hot runner system | HASCO,YUDO,D-M-E etc. |
Standard mould parts | DME,HASCO,JIS,CUMSA etc |
Design software | UG,PRO-E,AUTOCAD,MOULDFLOW,SOLIDWORKS etc |
Min mould life | 3,000,000 shots |
Delivery time | 30-45days |
process | CNC, High speed carve, E.D.M, Wire cut, Drill, Injection etc. |
Mould feature | Each cavity uses single location technology to ensure uniform wall thickness. Independent cooling system in each cavity promotes production efficiency |
Payment | T/T |
After-sales service | Experienced engineers will provide all-round technical solutions |
Processing equipment:
CNC machine | 3sets |
EDM | 4sets |
Wire cutting machine | 5sets |
Drilling machine | 7sets |
Fly cutter machine | 2sets |
Crinding machine | 1sets |
Main market:
Asia:Russia,India,Parkistan,Malaysia,Philipines
Europe:Italy,German,Britain,Norway
Africa:Egypt,South Africa
North America:USA,Canada
South America:Brazil,Peru,Argentina
Our Services
1. Can supply with both Mold & Molded parts
2. Provide Milled Prototype Making, Mold Design, Mold Making, Mold Testing, Molding, Products assembly...services
3. With more than 25 years experience, all of works are done 100% in our factory in Taiwan!
4. Low volumes / Small orders are welcome! Please contact us to discuss case by case.
5. Accept only OEM / ODM / Customer Projects. We do not have any existing molds for sell.
6. Mold building lead time: Around 40-50 days, with 1st Mold trialing report and Mold trailing samples
Product Description
Plastic materials: | PS, ABS, PP, PVC, PMMA, PBT, PC, POM, PA66, PBT+GF30%...etc. |
Other materials: | Rubber, Silicone rubber, LSR, aluminum, zinc...Metal...etc. |
Quality: | ROSH and SGS standard |
Feature: | Non marking and Non flash |
Size: | According to your drawing |
Color, Quantity, Unit price, Tooling cost, Tooling size: | To be discussed |
Mold structure: | Injection Mould, Plastic Mold, Overmould, 2k mould, Die-Casting Mould, Thermoset Mold, Stack Mold, Interchangeable Mold, Collapsible Core Mold, Die Sets, Compression Mold, Cold runner system LSR Mold,…etc. |
Mould Base: | HASCO standard, European standard, World standard |
Mould Base Material: | LKM, FUTA, HASCO, DME, etc. or as per customer’s requirement. |
Surface Finish: | Texture (MT standard), high gloss polishing |
Finish: | Mirror finish etc. |
Cavity / Core steel: | P20, 2311, H13, 2344, Starvax 420, 236, AdC3, S136, 2312, 2379, 2316, 2083, Nak80, 2767 etc. |
Cavity: | Single cavity, Muti Cavity, based on customer’s requirement. |
Hot / Cold Runner: | HUSKY, INCOE, YUDO, HASCO, DME, MoldMaster, Masterflow, Mastip, Taiwan made brand…etc. |
Mould Life: | 1,000 to 1,000,000 shots (according to your working environment) |
Design & Program Softwares: | CAD, CAM, CAE, Pro-E, Solid works…etc. |
Equipments: | High speed CNC, standard CNC, EDM, Wire Cutting, Grinder, Plastic Injection Molding Machine for testing mold from 50-3000T available. |
Package: | Standard exported wooden box packed, fumigation process (upon required) |
Mold building lead time: | T1, 40~50 days, parts measurement report (upon required). |
Annual production: | 250 sets of mold |
- Q: How does the concave and convex mold in the mold differentiate
- The convex cavity in the mould is an image, the shape of the product is the concave mold, forming the inner shape, the hole is the convex model.
- Q: What is the role of the guide in the mould
- The most common guide is the guide. In addition, large molds may set up the guide, and the microdie may set up the catheter, which is the same as the guide.
- Q: Why does the mold exhaust, so where does the gas come from
- Plastic injection molding process often encountered the problem of the top white, black spot, contraction, bubble, silver, flying edge, etc. If after adjust injection molding process parameters, plastic products is still insufficient filling, high internal stress, there are air bubbles, etc. Phenomenon, this is likely to be plastic mold of the exhaust problem.
- Q: Is the digital control the same as the mold? If not, what's the difference?
- CNC is short for computer numerical control can also be called CNC is the operator input according to drawing processing program through computer processing, to send signals to the controller, the controller issued a directive driven motor motion of a device, it is widely used in modern machine tools, Mold, could be called the "father" of the product, because most of the industry, including daily life things are completed by mold, such as we drink bottles, glass He is prior to the shape of the product on the nc machine tool processing good, then through injection molding machine casting, The two are related but not the same thing
- Q: What does the mold and the flying model mean
- It's the match model. If you know what to do with the fitter, you will know that it is the place where the higher ground is polished and the uneven ground is polished. Fly mode to use to the red lead, similar to Indonesia, the two sides laminating will have red mark, where sealant plane if there is no stamp, just sign here has a problem, will need to be polished. And this process is called the flying model. You still need to see it on the ground.
- Q: What is die parting face?
- A mold term. Mould is, generally speaking, there are two major components: dynamic model and fixed die (or male mold cavities and cores), parting surface is closed and state can contact between the two parts, is divided into the workpiece or mold parts mold parting plane of block size, has a broader significance. The design of fractal surface directly affects the quality of the product, the difficulty of mold structure and operation, and is one of the key factors in the success of die design. The following principles should be observed when determining the parting surface: (1) make the mold structure as simple as possible. If you avoid or reduce the side parting, you will reduce the movement of the type and the fixing of the mold to reduce the difficulty of processing. (2) it is helpful for the smooth removal of plastic parts. As long as the mold is left to be left on the edge of the moving die to make use of the top of the injection molding machine, avoid the long distance core to reduce the size of the die. Ensure the precision of the product. To minimize manufacturing and assembly errors, as far as possible, in the same module as possible. (4) not affecting the appearance of the product. The flying side inevitably occurs at the parting surface, so avoid the design of the parting surface on the smooth surface. (5) ensure smooth exhaust of the cavity. If the fractal surface is as close as possible to the final filling of the cavity wall, it can be used to exhaust the cavity.
- Q: What is the difference between a mold and a handboard?
- Hand refers to do manual model, general use plastic stick on machine tools or machining centers or in the form of a similar casting, made by hand, not mass production. And open mode is to point to the processing mould first, then use mould injection molding or blow moulding moulding to produce the product. In general, it is used to confirm the shape of the customer by hand plate mould.
- Q: Is there any way to keep the ice from sticking to the mold and remove it from the mold
- The general mold is made of plastic, catching both ends and turning in the opposite direction
- Q: Why are the stamping molds wrinkling?
- The pressure side is too small, the clearance is too big, the die plane is not good. There are only a few of these
- Q: In die mold, is it better to use UG or PROE? That's a quick one. Is it convenient?
- From a beginner's perspective, my personal opinion is that UG entry and self-study can be done faster! 6. GUI interface, the function can remember the icon, at a glance, plus now UG has more information! If be offended, please give to teach! Comparison of the six: The mould design, UG is the first choice, the die standard parts have, a set of simple molds, 5 minutes mold, 5 minutes the mold embryo, again The top and other standard parts, water, 30 minutes, but you have to have a mold design experience. Seven of the comparison: Support for UG, because the PROE is really not as good as UG. I'm using PROE for two years, and UG for a year Give advice or comments.
Send your message to us
PET Preform Mould with 48 Cavity Hot Runner Preform PET Mould Injection OEM
- Ref Price:
-
- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1 set
- Supply Capability:
- 100 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products



Hot products




Hot Searches
Related keywords

