





Ductile cast iron manhole cover C250
- Ref Price:
-

- Loading Port:
- China Main Port
- Payment Terms:
- TT OR LC
- Min Order Qty:
- -
- Supply Capability:
- -
OKorder Service Pledge
Quality Product, Order Online Tracking, Timely Delivery
OKorder Financial Service
Credit Rating, Credit Services, Credit Purchasing
You Might Also Like








Specifications
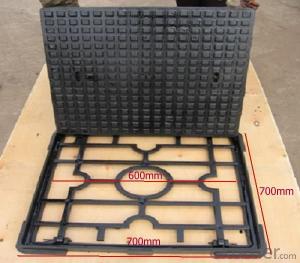
Manhole covers
1) Dimensions standard: EN124
2) Material: grey iron, ductile iron
3) Size:many kinds as shown in our cata
Manhole covers:
1) Dimensions standard: EN124
2) Material: grey iron, ductile iron
3) Size:many kinds as shown in our catalogue
4)package: plywood cases, plywood pallets
| Order No. | Inner dia | grating | Outer dia | Height | Weight(kg) | Pressure(KN) |
| F0536-1 | 252 x 252 | 326 x 326 | 360 x 360 | 36 | 13.5 | C250 |
| F0536-2 | 350 x 350 | 400 x 400 | 470 x 470 | 40 | 20 | C250 |
| F0536-3 | 450 x 450 | 500 x 500 | 580 x 580 | 50 | 32 | C250 |
| F0536-4 | 550 x 550 | 600 x 600 | 680 x 680 | 50 | 39 | C250 |
| F0536-5 | 350 x 350 | 400 x 400 | 500 x 500 | 100 | 36.2 | D400 |
| F0536-6 | 450 x 450 | 500 x 500 | 600 x 600 | 100 | 49 | D400 |
| F0536-7 | 560 x 560 | 600 x 600 | 700 x 700 | 100 | 62 | D400 |
- Q: What are the casting parts used to test shrinkage holes?
- 2. x ray. This method can do nondestructive testing, but the cost is higher. Generally, high castings are required.
- Q: What are the requirements for casting steel castings?
- 1, high quality requirements of the surface or the main processing surface should be placed below.
- Q: Casting parts by shot blasting, spray painting, baking after the formation of very small rust spots, how to solve ah?
- The first process is very important. Shot blasting must be thorough. The solution is to wipe the surface of the paint with a release. Re shot
- Q: What are the casting parts tested?
- The surface brightness, appearance, size, chemical composition, weight, material, surface defects, internal defects, seals need to be checked, leakage, etc.
- Q: How much is the amount of electrophoretic paint per square meter used in the casting?
- It was a very simple question, and it was complicated by what you said.In general, when the final thickness of 15-20 microns, cathode electrophoresis paint can be coated per kilogram of 6-8 square meters, the current general cathode electrophoresis paint for the price of 22 yuan / kg, so the cathodic electrophoresis electrophoresis paint cost at 4 yuan / square meters.
- Q: Does anyone know how to make precise casting parts for aerospace or manufacturers of single and small quantities of automotive parts and components, mainly in Beijing, Tianjin and Tangshan?
- List of China's military enterprises list of ten major military groupsChina Nuclear Industry Construction Group CorporationChina Aerospace Science and Technology CorporationChina Aerospace Science and Engineering CorporationChina Aviation Industry CorporationChina Aviation Industry Corporation IiChina State Shipbuilding CorporationcsicChina North Industries Group CorporationChina South Industries Group CorporationChina National Nuclear CorporationKey military enterprisesShipbuilding industry:China State Shipbuilding Corporation (South ship group), (China Shipping Group)China Shipbuilding Industry Corp (North Ship group), (China Shipbuilding Industry)Guangzhou Shipyard International Limited by Share Ltd (GSI)Jiangnan Heavy Industry Limited by Share Ltd (Jiangnan Heavy Industry)Nuclear industry:China National Nuclear Corporation (CNNC)China Nuclear Industry Construction Group Corporation
- Q: Where is the precision casting factory?
- Shandong, DongyingThe birthplace of precision casting
- Q: What kind of flaw detector is better for casting parts?
- If you want to detect internal defects, you can use ultrasonic flaw detector, ray flaw detector can also, but the ray of the safety protection level is too high, not recommended priorityMacro Xu flaw detector answered, such as the magnetic particle inspection machine has the demand can contact us, Baidu "macro Xu flaw detection""
- Q: Which surface is coarser for cast iron or cast steel castings? Why?
- The surface of the steel is more rough, because the coating sand cast steel cast iron particles compared with graphite coating degree, the other one is to get a better air permeability and collapsibility of sand, the compaction degree is smaller than iron. Roughness mainly depends on the surface roughness on the surface of the sand.
- Q: Younger brother is to do casting valve, precision casting parts, the valve internal sand serious, but the appearance is very standard, this is why, for God answers, thank you!
- Increase the refractoriness and looseness of core sand
Send your message to us
Ductile cast iron manhole cover C250
- Ref Price:
-
- Loading Port:
- China Main Port
- Payment Terms:
- TT OR LC
- Min Order Qty:
- -
- Supply Capability:
- -
OKorder Service Pledge
Quality Product, Order Online Tracking, Timely Delivery
OKorder Financial Service
Credit Rating, Credit Services, Credit Purchasing
Similar products





Hot products






Hot Searches
Related keywords

