



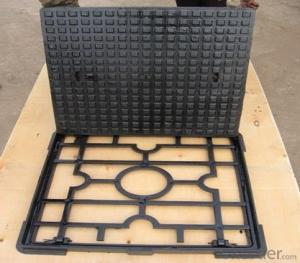
Ductile iron manhole cover C250 Square
- Ref Price:
-

- Loading Port:
- China Main Port
- Payment Terms:
- TT OR LC
- Min Order Qty:
- -
- Supply Capability:
- -
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Packaging & Delivery
| Packaging Detail: | standard wooden pallet or as your requirement |
| Delivery Detail: | as per your oder |
Specifications
ductile iron Manhole Cover
1.material:ductile iron/cast iron
2.EN124
3.type:A15 B125 C250 D400 E600 F900
4.service:OEM
Light Duty Ductile Iron Manhole Cover
Product Description:
1) standard: EN124
2) material: cast iron, ductile iron,
3) type:round / square/ triangle
4) producing: sand casting
5) class: A15 B125 C250 D400 E600 F900
6) shape: round/rectangle or asper your requirements
7) color: black/ grey or asper your requirements
8) size: according to your requirements
9) service: OEM
Packing&Shipping:
packaging: standard wooden cases with bubble plastic bags for each item or as per your requirements
delivery detail: 25-30 days
- Q: What are the casting parts used to test shrinkage holes?
- 1. anatomy. It is easy to slack off by sawing and machining.
- Q: How to calculate the price of casting parts?
- According to the complexity of the workpiece, material and casting requirements and process yield
- Q: Why do cheap cars like stamping parts instead of casting parts?
- We usually say that the stamping is usually refers to the cold stamping parts, for example, a piece of iron, wants to turn it into a fast food dish, it must design a set of mold, mold is working face plate shape, the pressure plate mold, it becomes you want the dishes, this is the cold stamping die stamping is the direct use of metal materials.Automobile stamping parts are mainly classified according to process, and can be divided into two major parts: separation process and forming process.
- Q: What kind of casting process is used for cast iron parts? And what are the cast steel parts adopted?
- The main content of red sand table (Institute of soil science, China) silica 79.4%. three 1.48%. three 10.55%. two aluminum oxide iron oxide, calcium oxide 0.85%. Magnesium Oxide 0.52%. 1440. refractory mud 3.06% LOI 1.98% red sand with high silicon content, permeability is strong, durable, high refractoriness, good angle, low moisture content, less mud the casting finish is high, the basic requirements of sand should meet the following requirements: Casting of high purity and cleanliness, with silica sand as an example, iron sand SiO2 content of more than 90%, the big steel casting requests the SiO2 content of more than 97%; the high refractoriness and thermal stability; the suitable particle the shape and particle composition; it is not easy to be wetted by the liquid metal; cheap. The particle shape and composition of casting sand particle shape and particle composition permeability properties such as mobility, sand compaction, permeability, strength and resistance to liquid metal effects, is an important indicator of the quality of casting sand.
- Q: Casting parts have poor surface finish. What sand is used to make them?
- Manual coal dust, clay sand is a little worse. Mechanical styling is not bad either.
- Q: After reaming, the roughness can reach several levels, that is to say, the sample.Casting parts in rocker arm drilling, reaming, roughness, block. After reaming, the roughness can reach several levels, that is to say, the sample.
- The finish of reaming depends on the material and the sharpness of the reamer, as well as the speed and speed of the top and bottom. Marine machine tool
- Q: How can the casting be quenched and tempered?
- Another is the result of pre heat treatment (quenching or annealing) after quenching and tempering treatment, suitable for ZG35SiMNMo, ZG35CrMo and so on. Please tell the casting process is your product and material and then set tempered.: shutup:
- Q: What is the difference between casting and stamping parts?
- The purpose of forming processes is to allow the sheet to undergo plastic deformation without breaking the billet and to make the desired shape and size. In actual production, a variety of processes are often applied to a workpiece. Blanking, bending, shearing, drawing, bulging, spinning and rectification are several main stamping processes. The difference between stamping parts and castings: with thin, uniform, light, strong features, stamping can be produced by other methods difficult to make, with stiffeners, ribs, UPS or flanging of the workpiece, to improve its rigidity. Due to the use of precision molds, the workpiece accuracy up to microns, and repeated high precision, specifications consistent, you can punch out of the hole, lug and so on.
- Q: Would you please tell me how to use casting parts for a year?The cast of an aircraft wing needs to be put aside for a year before it breaks;Does anyone know why?
- 2, heat aging (artificial aging), also known as stress annealing, is to heat the casting to 550-650 degrees, insulation 2 - 4h, with the furnace cooling to 150 - 200T, and then baked.
- Q: The difference between sheet metal and casting parts
- Casting parts are made by casting (followed by a variety of processing), the shape can be simple, can also be very complex, usually large parts, as a base, bed, work table, and so on, good seismic performance.
Send your message to us
Ductile iron manhole cover C250 Square
- Ref Price:
-
- Loading Port:
- China Main Port
- Payment Terms:
- TT OR LC
- Min Order Qty:
- -
- Supply Capability:
- -
OKorder Service Pledge
OKorder Financial Service
Similar products





Hot products






Hot Searches

