




Ductile Iron Gully Grates Class D400
- Ref Price:
-

- Loading Port:
- TIANJIN
- Payment Terms:
- TT or L/C
- Min Order Qty:
- -
- Supply Capability:
- 4000 Tons Per Month m.t./month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








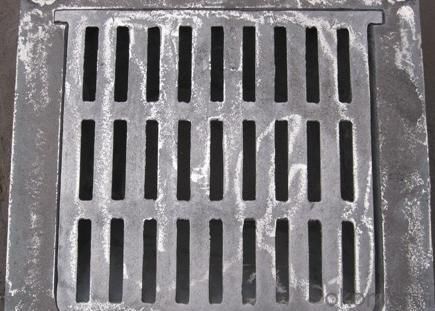
Product Description:
Specification of Ductile Gully Grates D400:
Class D400: EN124
The access covers and grates of this class are capable of withstanding a 400KN(-40 tonnes) test load
Use:
carriage ways, hard shoulders and pedestrian areas where cars and lorries have access.
Features of Ductile Gully Grates D400:
1. High load rating and strength
v Similar hard property as cast iron, while have a overwhelming advantage on stretch recovery.
v Less noise and lower vibration transmissions.
2. Against theft and safety options
v Zero theft value, reducing potential accident and further maintenance cost caused by thieves.
v Surface anti-slip thread guarantees safe road condition even in extreme weather.
v Locks are available as an option molded into the cover to improve security rate.
v Non-electricity conduction and non-heat conduction.
3. Lightweight
v Compared with cast iron manhole covers, composited covers are 50% lighter.
v Lightweight allows more loading per vehicle, more convenient transportation and economical saving.
v Allows a safer working condition, which a SINGLE worker is enough when installation without risk of injury.
4. Durable service life.
v More than 30 years service life without crack and color fading, comparing to 5 years of cast iron.
v Anti corrosion,water, dust and pets tight, well sealed prevent poisonous gas leaking out.
v Without displacement, freely radio signal passing.
v Higher and lower temperature tolerance with the range -40°C-200°C.
v Wear indicators available when thread depth is in a danger value.
5. Free design
v Much more clear resolution ratio of surface design than cast iron or BMC.
6. Carbon footprint saving and environmental care.
v Lower embedded energy carbon emission and during manufacturing process than cast iron covers.
Packaging:
Metal band, plastic, wooden pallet. As per customers' requirements



- Q: our factory now produces steel castings in the use of polishing directly after spraying processing, but the powder sprayed 15But the spray powder touched off what is the reason we are not very strict requirements not only need to peel off bubbles can also, because our products are steel castings so we use steam hole sludge put on. Do not know if this spray treatment has no effect to thank friends with us!
- Usually after rusting,Did you peel it?If it isNeed to do film processingIf notPlease look for the coating factoryBetter paint (such as epoxy ester, etc.)
- Q: Explain the heat treatment effect of casting parts, forging parts and welding parts
- Good welding of low carbon steel (alloy), probably because the weld workpiece rigidity, fast cooling, the weld internal crystallization of brittle microstructure (martensite), so after welding or welding process welding using self heat, reasonable arrangement of weld, welding seam and heat affected zone heat treatment. The welding heat treatment is often used to preheat before welding, after welding withasbestos cloth covering slow cooling annealing, reach the purpose, its main function is to reduce the internal stress, improve the weld microstructure of martensite formation, reduce brittle tendency, preventing welding cracks.
- Q: Casting parts by shot blasting, spray painting, baking after the formation of very small rust spots, how to solve ah?
- The first process is very important. Shot blasting must be thorough. The solution is to wipe the surface of the paint with a release. Re shot
- Q: The casting sand is going on
- 2, causes(1) sand mold (core) strength is not high, when the box a little reason will fall off.(2) the strength of sand mould (core) is not high, it can not stand the erosion of molten steel.(3) box sand mould (core) crush.(4) high strength under high temperature, warpage, deformation and protuberance into the cast steel under the action of high temperature molten steel.(5) the floating sand in the air hole of the sand mold falls, especially when the floating sand falls in the casting, and the floating sand on the surface of the sand mold is easy to fall through the air vent.(6) when the box is closed, the surface of the mold cavity and the surface of the sand core are not cleaned, and the sand (core) surface has floating sand and so on.
- Q: It is generally said that cast iron is re smelted by pig iron. My question is..:1 pig iron for melting iron, is directly cast into products (such as bed cover, etc.); or that is just the first pig iron smelting iron casting, such as to cover, bed and other products, will once again cast iron melt to casting?2, there are many castings to the engine. Are these castings made by the engine manufacturer themselves or bought by others?There is no need to answer all. Thank you!!!
- As a pig iron smelting, iron smelting belongs to physical, two belongs to the chemical refining, smelting, smelting generally not as a product after use, the product can be used as a chemical composition and casting the two refining, in general is to scrap as additional material after melting making products; engine castings have professional manufacturers making castings. You can own professional production of engine castings.
- Q: Casting parts have poor surface finish. What sand is used to make them?
- Manual coal dust, clay sand is a little worse. Mechanical styling is not bad either.
- Q: I often see Waixiejiagong drawings, casting, how to distinguish the latheman.
- Yes, casting drawings are casting drawings with machining allowances, slopes, and gating systems
- Q: How can the casting be plated with ordinary zinc plating? The coating is too thin and requires 0.08 thickness
- Hot galvanizingGenerally 0.06 mm or more
- Q: What do you mean by "proofing" in the casting? Do you charge for the proofing?
- Proofing refers to making the first sample to confirm to the customer
- Q: How to solve casting defect casting?
- Prevention methodReduce the gas in the metal liquid and oxidize the slag, improve the fluidity of the metal liquidIncrease pouring temperature and pouring speed, strengthen slag collection, slag block or bottom pouring bag, teapot ladle pouring, can not cut off when pouring, prevent the slag from blocking the nozzle, and cause the casting to breakIncrease the sprue and sprue height, increase the runner section area and the sprue number, and improve the filling speed and the metal hydrostatic headImprove the casting design and increase the thickness of the thin-wall part of the castingChange the pouring position and pouring system, the casting thin wall plane is located at the top and away from the gate, to prevent the filling of liquid metal splashing, eddy current, avoid metal stream in the casting thin sections or core support, cold iron, insert the confluence, when necessary, take horizontal vertical pouring cold or inclined castingIncrease the permeability of core and sand, strengthen the exhaust of mould, and the quantity of air outlet and riser should be enoughChange the size and location of the core, the inner cold iron, the core support, the internal cold iron, the insert should be no rust, no oil pollutionCheck the type, tight box, press the operation of iron is safe, to prevent running fire
1. Manufacturer Overview
| Location | Tianjin, China |
| Year Established | 2010 |
| Annual Output Value | Above US$ 1.5 Million |
| Main Markets | Mid East, Africa, Europe |
| Company Certifications | ISO 9001:2008; |
2. Manufacturer Certificates
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period |
3. Manufacturer Capability
| a) Trade Capacity | |
| Nearest Port | Tianjin |
| Export Percentage | 60% |
| No.of Employees in Trade Department | 300 People |
| Language Spoken: | English; Chinese; Spain; Alabic |
| b) Factory Information | |
| Factory Size: | Above 15,000 square meters |
| No. of Production Lines | 3 |
| Contract Manufacturing | OEM Service Offered; Design Service Offered |
| Product Price Range | Average |
Send your message to us
Ductile Iron Gully Grates Class D400
- Ref Price:
-
- Loading Port:
- TIANJIN
- Payment Terms:
- TT or L/C
- Min Order Qty:
- -
- Supply Capability:
- 4000 Tons Per Month m.t./month
OKorder Service Pledge
OKorder Financial Service
Similar products





Hot products






Hot Searches
Related keywords

