


Manhole Cover Ductile Iron EN124 GGG40 B125 DIC
- Ref Price:
-

- Loading Port:
- China main port
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1000 pc
- Supply Capability:
- 100000 pc/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Specification
1.Cast Iron Manhole Cover Description :
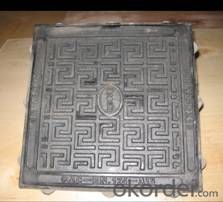
A manhole cover sits on metal base, with a smaller inset rim which fits the cover. The base and cover are sometimes called "castings", because they are usually made by a casting process, typically sand-casting techniques.
Description:
Code | Clear Opening(mm) | Over Base(mm) | Depth(mm) | Class |
202500 | 200 | 230 | 33 | A15 |
202501 | 200 | 230 | 33 | B125 |
202502 | 300 | 330 | 40 | A15 |
202503 | 300 | 330 | 40 | B125 |
202504 | 400 | 440 | 45 | A15 |
202505 | 400 | 440 | 45 | B125 |
202506 | 400 | 440 | 45 | C250 |
202507 | 400 | 440 | 45 | D400 |
202508 | 550 | 590 | 60 | A15 |
202509 | 550 | 590 | 60 | B125 |
202510 | 550 | 590 | 60 | C250 |
202511 | 550 | 590 | 60 | D400 |
202512 | 700 | 740 | 60 | A15 |
202513 | 700 | 740 | 60 | B125 |
202514 | 700 | 740 | 75 | C250 |
202515 | 700 | 740 | 95 | D400 |
202516 | 760 | 800 | 75 | A15 |
202517 | 760 | 800 | 75 | B125 |
202518 | 760 | 800 | 75 | C250 |
202519 | 760 | 800 | 110 | D400 |
202520 | 800 | 840 | 85 | A15 |
202521 | 800 | 840 | 85 | B125 |
202522 | 800 | 840 | 85 | C250 |
202523 | 800 | 840 | 85 | D400 |
2.Main Features of the Ductile Iron Manhole Cover:
1) Product information:
Manhole Covers are manufactured for construction and public use. Manhole Covers shall be smooth and free from sand holes, blow holes, distortion or any other defects
2) Material
a) Ductile Iron GGG500-7 & 400-12
b) Grey Iron GG20
3) Designs .
a) EN124 A15, B125, C250, D400, E600 and F900
b) A60005 for casting design
c) Major standards designs available
d) As per customers' drawings or samples
4) Process
c) Molding boards
d) Green sand with hand molding
3.Manhole Cover Images:


4,Manhole Cover Specifications:
Manholes allow access to underground pipes, cables, meters and facilities.
BS EN124 Standard:
A15: Area which can only be used by pedestrians and pedal cyclists.
B125: Footways, pedestrian areas and comparable parks or car parking decks.
C250: For gully tops installed in the area of curbside channels of roads.
D400: Carriage ways of roads(including pedestrian streets), hard shoulder and parking areas, for all types of road vehicles.
E600: Areas of imposing high wheel loads, e.g. dock and aircraft pavements
5,FAQ:
Q. The project I’m working on requires a manhole cover with a quality finish, what’s available?
A. Naturally, galvanised steel of black polypropylene aren’t always ideal, and so we offer brass or stainless steel edging, as well as complete stainless steel covers.
Q. Odours are coming through where I have installed my manhole cover, why?
A. Your cover must be sealed and locked, or neoprene sealed, so you would require a T-Range Cover, or if you require a solid top, a selection of the PC range (e.g. PC2BG3, PC6CG3, not PC2BG) are suitable.
Q. I need access through my manhole cover on a regular basis, is this possible?
A. Yes, the majority of covers have built-in lifting keys, and for those that don’t we also supply lifting keys. However, the best way to obtain easy access is to have a bespoke, hinged manhole cover.
- Q: How to improve the surface roughness of casting parts?
- First, the accuracy of the model should be improved; two is to change the molding technique; the three is the coating; and the worker's technical level.
- Q: What is normalizing, annealing, tempering, quenching? What is the difference between forging parts and casting parts?
- The aim is to make the grain fine and distribute the carbide evenly. The difference between normalizing and annealing is that normalizing cooling rate is slightly faster than annealing cooling rate, so normalizing structure is finer than annealing structure, and its mechanical properties are also improved. In addition, normalizing furnace cooling does not occupy equipment and has higher productivity. Therefore, normalizing may be used instead of annealing as much as possible. The main application areas of normalizing are as follows: for low carbon steel, after normalizing, the hardness is slightly higher than that of annealing, and the toughness is better. It can be used as the pretreatment of cutting. Used for medium carbon steel, instead of quenching and tempering, as the final heat treatment, or as an induction heating method before surface hardening. Used for tool steel, bearing steel, carburizing steel, etc., it can eliminate or restrain the formation of network carbide, so as to obtain the good organization of spheroidizing annealing. For cast steel, the microstructure can be refined and the machinability can be improved. Used for large forgings, which can be used as final heat treatment, so as to avoid larger cracking tendency during quenching.
- Q: What's the effect of casting copper?
- Riga. Copper is copper components, promote the graphitization of the copper element, make dense tissue, and to refine and improve the uniform distribution of graphite, which can reduce the chilling tendency of the cast iron, but also can promote the formation of pearlite, has a favorable effect on the section sensitivity. Copper has the tendency to strengthen cast iron, ferrite and pearlite, so it can increase the strength of cast iron. The tensile strength and bending strength of cast iron almost increase with the amount of copper in it, especially in low carbon cast iron.
- Q: How much is the amount of electrophoretic paint per square meter used in the casting?
- It was a very simple question, and it was complicated by what you said.
- Q: Does anyone know how to make precise casting parts for aerospace or manufacturers of single and small quantities of automotive parts and components, mainly in Beijing, Tianjin and Tangshan?
- List of China's military enterprises list of ten major military groupsChina Nuclear Industry Construction Group CorporationChina Aerospace Science and Technology CorporationChina Aerospace Science and Engineering CorporationChina Aviation Industry CorporationChina Aviation Industry Corporation IiChina State Shipbuilding CorporationcsicChina North Industries Group CorporationChina South Industries Group CorporationChina National Nuclear CorporationKey military enterprisesShipbuilding industry:China State Shipbuilding Corporation (South ship group), (China Shipping Group)China Shipbuilding Industry Corp (North Ship group), (China Shipbuilding Industry)Guangzhou Shipyard International Limited by Share Ltd (GSI)Jiangnan Heavy Industry Limited by Share Ltd (Jiangnan Heavy Industry)Nuclear industry:China National Nuclear Corporation (CNNC)China Nuclear Industry Construction Group Corporation
- Q: We are small castings, the need for surface treatment of shot blasting machine, about how much?
- according to the comprehensive consideration of factors such as yield, size of workpiece commonly used on the market the crawler shot blasting machine has Q324, Q326, Q328, Q3210, and each time the amount of their treatment were 125KG, 200KG, 400KG, 600KG, the specific use of what types also need to be determined according to the actual situation
- Q: Why should pig iron be used in casting?
- 1, in the absence of special requirements, the most important thing is that the price is cheap.2, pig iron castings quenching process requirements are not high. You can do it by hand.3, pig iron casting hardness is very large, can meet many requirements.4, pig iron castings, high temperature resistance is relatively strong. Like stoves are pig iron castings.5, pig iron casting plasticity is very bad, but in some experiments, but use this weakness to improve the sensitivity of the experiment.Wait
- Q: Heat treatment process and purpose of casting parts
- Objective: to stabilize tissues, eliminate or substantially reduce internal stress.
- Q: In the design of casting steps and precautions, for casting design, we have what experience?.
- Two: the basic structure unit in the design of metal casting type and the parameters selected, usually should also pay attention to: (1) because of the metal type heat quickly, so the metal type casting minimum wall thickness should be bigger than the sand casting, metal type casting alloy minimum wall, different size of castings see table 1.1-31 thick can be selected; (2) the inner wall of the casting internal ribs and the thickness of wall thickness should be 0.6-0.7 connected, or as the inner wall (rib) cold slowly, cracks in the wall at the junction in the casting shrinkage;
- Q: How can the casting be free of trachoma?
- 3, the gate is not facing sand core, flush sand core, will cause trachoma.
Send your message to us
Manhole Cover Ductile Iron EN124 GGG40 B125 DIC
- Ref Price:
-
- Loading Port:
- China main port
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1000 pc
- Supply Capability:
- 100000 pc/month
OKorder Service Pledge
OKorder Financial Service
Similar products




Hot products






Hot Searches

