





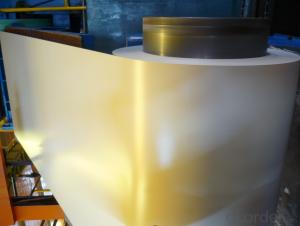
PREPAINTED GALVANIZED STEELCOIL
- Ref Price:
-

- Loading Port:
- China Main Port
- Payment Terms:
- TT OR LC
- Min Order Qty:
- -
- Supply Capability:
- -
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Product Description:
Specification
1. Thickness: 0.3-0.8mm
2. Width: 914-1250mm
3. Inner Diameter: 508mm
4. Weight of Steel Coil: 3-15MT
5. Available Dipped Layer: 50-150g/m2
6. Surface Texture: Normal Coated
7. Type of coating structure: 2/1 Coat the top surface of the steel sheet twice, coat the bottom surface once, and bake the sheet twice.
8. Front Side Paint Thickness: 15-25μm (bottom paint+top paint)
9. Back Side Paint Thickness: 5-10μm
Mechanical Properties
1. Mechanical properties of base metals
Grade | Tensile Test | ||
Yield Strength MPa | Tensile Strength MPa | Elongation A80mm % ≥ | |
SGCC | 140-350 | 270-500 | 22 |
SGCD | 140-300 | 270-420 | 26 |
SGCE | 140-260 | 270-380 | 30 |
2. Common performance of front coating
(1). Thickness: ≥20μm
(2). Pencil Hardness: 2H
(3). 60° specular glossiness of coating: >60
(4). 180°bend: ≤3T
(5). Impact: ≥9J
(6). Salt Fog Resistant: ≥500h
(7). Color difference: <3ΔE
- Q: What are the different types of steel coil packaging machines?
- There are several different types of steel coil packaging machines available in the market. These machines are designed to efficiently and effectively package steel coils for storage, transportation, or distribution. Some of the different types of steel coil packaging machines include: 1. Automatic steel coil packaging machine: This type of machine is fully automated and can handle high-volume packaging requirements. It uses advanced technology to wrap the steel coils with a protective layer of film or paper. The machine can also apply strapping or stretch film to secure the coils during transportation. 2. Semi-automatic steel coil packaging machine: This machine requires some manual intervention to load and unload the steel coils. It is suitable for medium to high-volume packaging needs and offers a good balance between automation and cost-effectiveness. The machine typically uses a combination of wrapping, strapping, and shrinking techniques to package the coils. 3. Vertical steel coil packaging machine: This type of machine is designed specifically for packaging vertical steel coils. It can wrap the coils with a layer of film or paper, and then apply strapping or stretch film to secure them. The vertical design allows for easy loading and unloading of the coils. 4. Horizontal steel coil packaging machine: This machine is ideal for packaging horizontal steel coils. It can wrap the coils with a protective layer of film or paper, and then apply strapping or stretch film to secure them. The horizontal design ensures easy loading and unloading of the coils. 5. Customized steel coil packaging machine: Some manufacturers offer customized packaging solutions based on specific requirements. These machines can be tailored to accommodate different coil sizes, shapes, and packaging materials. They are designed to provide maximum flexibility and efficiency in the packaging process. In summary, the different types of steel coil packaging machines include automatic, semi-automatic, vertical, horizontal, and customized machines. The choice of machine depends on factors such as packaging volume, coil orientation, and specific requirements of the steel coils being packaged.
- Q: We just installed a stainless steel electric stove, what is the best way to keep it clean and shiney?
- A kitchen range finished in stainless steel looks professional and clean. Stainless steel stove requires a bit more cleaning than a traditional stove. Use an oil based product. Baby oil or WD40 are the products of choice for many people. You don’t want to put the oil directly onto the appliance, instead just pour some onto the cloth and wipe down the appliance. Routine maintenance on your stainless steel stove is the best way to keep the surface steel clean as well as scratch free.
- Q: What are the environmental benefits of using steel coils?
- Using steel coils offers several environmental advantages. To begin with, steel is a highly recyclable material. Steel coils can be easily recycled and transformed into new steel products, reducing the necessity for mining and extracting raw materials. Recycling steel also consumes less energy than producing it from scratch, resulting in lower greenhouse gas emissions and a smaller carbon footprint. Moreover, steel is renowned for its durability and longevity. When employed in construction or manufacturing, steel coils can endure for decades without compromising their structural integrity. This reduces the need for frequent replacements, which, in turn, decreases resource consumption and the energy required for production. Additionally, steel exhibits exceptional resistance to corrosion and weathering, making it an ideal choice for outdoor applications. Its ability to withstand harsh environmental conditions means that steel coils can maintain their functionality for extended periods, reducing waste generation and the environmental impacts associated with replacing damaged or deteriorated materials. Lastly, steel is an adaptable material that finds utility in a wide range of industries and applications. Its versatility allows for efficient resource utilization, as steel coils can be easily adjusted and customized to meet specific project requirements. This adaptability also enables the use of steel in sustainable building designs, such as energy-efficient structures or green buildings that incorporate renewable energy systems. In conclusion, the use of steel coils brings about environmental benefits related to their recyclability, durability, resistance to corrosion, and versatility. Opting for steel coils in various applications contributes to resource conservation, reduced carbon emissions, and a more sustainable future.
- Q: What are the challenges in coil slitting?
- Coil slitting, also known as coil cutting, involves the process of cutting large metal coils into narrower strips. However, there are several challenges associated with this process. One challenge is maintaining precision during slitting, as any deviation can result in uneven strip widths or poor edge quality. Another challenge is managing the tension of the coil throughout the slitting process to prevent material distortion or breakage. Additionally, handling and transporting the slit coils can be challenging due to their length and weight. Overall, ensuring accuracy, maintaining proper tension, and effectively handling the slit coils are some of the key challenges faced in coil slitting.
- Q: I am a complete idiot when it comes to anything musical, so please forgive me if this is a stupid question. I bought my son his first guitar, acoustic and didnt realize until after I purchased it that it has steel strings. Can I have the strings changed from steel to nylon???
- Nylon strings are more commonly used for classical style acoustic guitars, and most standard acoustics are set up to use steel strings. Nylon strings have less tension than steel strings so the sound won't be as full as steel strings. You may also notice some loud vibration from the top of the guitar since the strings don't have the proper tension. A guitar made for nylon strings uses thinner wood and is braced differently than one made for steel strings. The nylon strings won't put enough energy into the steel string guitar to make it vibrate correctly and develop the volume and harmonics that steel strings would. EDIT: To answer the second part of your question, it doesn't really matter what type of strings a beginner learns on. Nylon strings will be a little softer on the fingers, but once you build up calluses on your fingers it doesn't hurt anymore. There is no distinct advantage to a beginner learning with nylon strings as opposed to steel strings.
- Q: How are steel coils inspected for width?
- To ensure compliance with the necessary specifications, various techniques are employed to inspect the width of steel coils. Among these methods, a commonly used one is the utilization of a caliper gauge, also referred to as a micrometer. This gauge makes direct contact with the coil edges to measure its width. The operator places the gauge at multiple points along the width and records the measurements. This approach guarantees precise measurements and facilitates the identification of any inconsistencies or deviations in the desired width. Another technique employed for width inspection is laser measurement. In this method, laser sensors are positioned on both sides of the coil, emitting a laser beam that scans across the width. By detecting the distance between the edges of the coil, the sensors provide accurate width measurements. This non-contact approach is highly efficient, swiftly inspecting the coil's width without causing any physical damage or requiring physical contact. Moreover, advanced systems employ computer vision technology for width inspection. This involves the use of cameras and image processing software to capture images of the coil's edges. The software then analyzes these images and calculates the width based on the detected edges. This method enables rapid inspections and can identify any irregularities in the coil's width. In conclusion, the inspection of steel coil width involves a combination of physical gauges, laser sensors, and computer vision technology. These methods ensure that the coils conform to the required width specifications and play a crucial role in maintaining quality control throughout the steel manufacturing process.
- Q: Can steel and/or stainless steel turn rusty ?
- Stainless is an alloy mixture the contains iron and nickel and does not rust.
- Q: Can steel coils be used in corrosive environments?
- Yes, steel coils can be used in corrosive environments. However, it is important to select the appropriate type of steel and implement suitable protective measures such as coatings or galvanization to prevent corrosion.
- Q: I have samurai sword that is a replica of the kill bill sword. It says on the blade stainless steel, what can i use to shine and protect blade. It had and still does a wax.like coating on the blade sine i received it. Thx for ur help
- Normally okorder
- Q: is there a type of steel that is stronger or does the rail represent the top of the line?
- No, train tracks are not made of the strongest steel. Actually, I believe they are made from a rather mild steel, maybe a high-carbon steel in the curves, but no means is this top of the line. Probably the best all around high strength steel, if you count hardness, tensile strength, shear, and yield is Eglin steel. It has a yield of about 245,000 psi an ultimate strength of around 293,000 psi a harness of 45.6 and an impact of about 75 joules. It's cheaper than exotic alloys, you can build aircraft with the stuff because weight isn't an issue and it's plenty strong enough. Its also very strong even in extreme temperatures. The material has a wide range of other applications, from missile parts and tank bodies to machine parts.
Send your message to us
PREPAINTED GALVANIZED STEELCOIL
- Ref Price:
-
- Loading Port:
- China Main Port
- Payment Terms:
- TT OR LC
- Min Order Qty:
- -
- Supply Capability:
- -
OKorder Service Pledge
OKorder Financial Service
Similar products





Hot products





Hot Searches
Related keywords

