





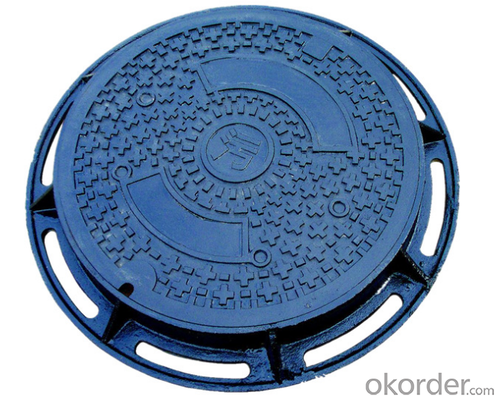





Ductile Cast Iron Manhole Cover EN124 for Industry
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 100 set
- Supply Capability:
- 4166 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Product Description
1) production standard: EN124 from A15 to F900
2) Material: grey iron, ductile iron
3) Type: round type and Square type, triangle
4) Sand casting
5).we can produce as per customers' drawings
6)ISO9001:2008


Specification
| Item No. | Class | Clear Opening(mm) | Frame Size(mm) | Frame Height(mm) | Unit Weight (kg/set) |
| CHC40 | C250 | 300×300 | 400×400 | 40 | 13 |
| CHC60 | C250 | 500×500 | 600×600 | 55 | 29 |
Advantages
Good compressive, bending and impact strength, anti-corrosion, not rust, long service life (at least 30 years).
The quality meets the same kinds cast ion manhole covers but the cost is 30% lower than other companies.
Packaging & Shipping
Packaging: Details Pallet with bubble film, Carton or with pallet,
Delivery Detail: 8 days if your order is 20"container


FAQ
1. How about your price?
As one of famous manufacturers of Ductile iron products inChina, Our prices are very favorable and competitive. The customers from all-over the world.
2. What is your minimum order requirement?
We will indicate the MOQ for each item in the quotation sheet. we accept the sample and trial order. If the quantity of single item can't reach the MOQ, the price should be sample price.
- Q: Why does the precision casting factory not usually make iron castings?
- Because it is too cheap, the design of materials is cast iron, generally do not have very high requirements.
- Q: Explain the heat treatment effect of casting parts, forging parts and welding parts
- 2 improve the crystal structure, enhance the formation and stability of spherical carbon crystal;Forgings are generally stress bearing members, and most of them are made of high strength medium carbon steel (alloy), which is formed by forging and fine crystalline. After the shell is annealed or quenched and tempered, the mechanical properties of the shell are more superior, and it has better strength and better elasticity;Welding materials.
- Q: What is the ejection angle of the die casting (Tan Gang)?
- Because after the wax, wax parts will have a slight contraction, which is good for demoulding. Many moulds don't do the ejection angle
- Q: Is the cast steel a casting part?
- Cast steel is one of the casting parts that you call. The material is made of carbon steel or alloy steel, stainless steel, etc. the method is cast
- Q: What are the casting parts processing engineering?
- At present, casting processing, according to metal classification, divided into cast iron, cast steel, casting non-ferrous metal.
- Q: The cause of fracture and why there is no toughness
- This question is too broad, see what the casting casting Oh in order to reduce the wayward cast steel, ductile iron, gray iron and white iron, you can choose the material according to their own requirements.
- Q: My parts complex, machining costs are relatively high, so want to cast, but the surface needs anodizing, what material will be better?
- Yes, the cast aluminium is polarized and gray, but the key problem is to guarantee the quality of the aluminium casting, and the quality of the other aluminium casting is not good.
- Q: What are the general technical requirements for casting parts?
- No matter what kind of material casting, there are the following major requirements:Material requirements. Mainly hardness, tensile strength, elongation, impact toughness.Two, dimensional accuracy and shape accuracy. Different castings have different requirements. Different sizes and geometric tolerances and different tolerances are adopted.Three, according to the use requirements, the casting of other defects, acceptance requirements. Such as holes, sand holes, shrinkage, slag, sand, crack.........Four. Requirements for defect repair.
- Q: How to solve casting defect casting?
- Different defects, different solutions, some shortcomings, the current domestic level can not be resolved
- Q: Shandong foundry, casting small pieces of precision casting
- Small foundry in Shandong too much, like many of us in Qingdao, then Dongying Changshun investment casting is a home, they are also casting precision casting equipment, specifically what I recommend that local enterprises, far is not convenient,
Send your message to us
Ductile Cast Iron Manhole Cover EN124 for Industry
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 100 set
- Supply Capability:
- 4166 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products





Hot products






Hot Searches

