

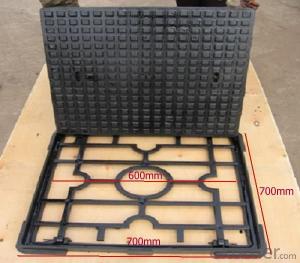
Ductile cast iron manhole cover C250
- Ref Price:
-

- Loading Port:
- China Main Port
- Payment Terms:
- TT OR LC
- Min Order Qty:
- -
- Supply Capability:
- -
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Specifications
1) Product information: Manhole Covers are manufactured for construction and public use
2) Material: ductle iron
ductile iron manhole cover
Features:
1) Product information: Manhole Covers are manufactured for construction and public use.
2) Material :Ductile Iron GGG500-7 & 400-12 , Grey Iron GG20
3) Designs : EN124 A15, B125, C250, D400, E600 and F900 , As per customers' drawings
or samples
4) Coating :Cold applied black bitumen ; Without coating ; Coating as per customers'
requirement
5) Different accessories are available 6)Packing : Steel or wood pallet, or as per customers' requirements
Specifications
Manhole covers
1) Dimensions standard: EN124
2) Material: grey iron, ductile iron
3) Size:many kinds as shown in our cata
Manhole covers:
1) Dimensions standard: EN124
2) Material: grey iron, ductile iron
3) Size:many kinds as shown in our catalogue
4)package: plywood cases, plywood pallets
| Order No. | Inner dia | grating | Outer dia | Height | Weight(kg) | Pressure(KN) |
| F0536-1 | 252 x 252 | 326 x 326 | 360 x 360 | 36 | 13.5 | C250 |
| F0536-2 | 350 x 350 | 400 x 400 | 470 x 470 | 40 | 20 | C250 |
| F0536-3 | 450 x 450 | 500 x 500 | 580 x 580 | 50 | 32 | C250 |
| F0536-4 | 550 x 550 | 600 x 600 | 680 x 680 | 50 | 39 | C250 |
| F0536-5 | 350 x 350 | 400 x 400 | 500 x 500 | 100 | 36.2 | D400 |
| F0536-6 | 450 x 450 | 500 x 500 | 600 x 600 | 100 | 49 | D400 |
| F0536-7 | 560 x 560 | 600 x 600 | 700 x 700 | 100 | 62 | D400 |
- Q: What are the requirements for casting steel castings?
- 1, high quality requirements of the surface or the main processing surface should be placed below.
- Q: Casting parts need to be subjected to the kind of heat treatment after the weldment is finished
- This is difficult to say, the key is to see the specific parts and components, the final mechanical performance requirements.For example, gray cast iron, usually graphite annealing, to heat treatment annealing, surface quenching and so on, ductile iron can be a variety of annealing, normalizing, quenching and isothermal quenching, surface treatment, chemical treatment and so on, in a word, heat treatment of steel can usually, nodular cast iron can do. Malleable cast iron and vermicular cast iron are often subjected to graphitization annealing and stress relieving annealing, while wear-resistant cast irons often undergo quenching + low temperature tempering, and so on.Welding is the case, such as bearing steel welding must be quenched + low temperature tempering, machine spindle welding (repair welding) must be quenched and tempered treatment, and so on. Of course, if it is a general weld, there is no need for heat treatment or, at most, stress relieving annealing.
- Q: Selection of hydraulic press is the casting parts and steel plate welding, how to choose?
- Casting parts in one shape, the overall processing in this regard than steel plate welding better. The same price is much more expensive than steel. Large hydraulic presses seldom have casting parts.
- Q: What is the reason for 304 stainless steel precision casting parts to be changed?
- Mainly because of the cooling shrinkage caused by internal stress caused. There is the change of temperature distribution in materials element imbalance, is typical of surface and internal, thin wall and thick wall, bottom and top.
- Q: How much is the amount of electrophoretic paint per square meter used in the casting?
- In general, when the final thickness of 15-20 microns, cathode electrophoresis paint can be coated per kilogram of 6-8 square meters, the current general cathode electrophoresis paint for the price of 22 yuan / kg, so the cathodic electrophoresis electrophoresis paint cost at 4 yuan / square meters.
- Q: The cause of fracture and why there is no toughness
- This question is too broad, see what the casting casting Oh in order to reduce the wayward cast steel, ductile iron, gray iron and white iron, you can choose the material according to their own requirements.
- Q: What is the casting material?
- The casting material is usually made of gray cast iron, nodular cast iron and vermicular graphite cast iron
- Q: What do you mean by "proofing" in the casting? Do you charge for the proofing?
- Proofing refers to making the first sample to confirm to the customer
- Q: Which master knows how the casting tolerances for malleable iron, gray iron and ductile iron should be chosen? Hurry up, thank youCan you provide a tolerance scale for castings, please?
- Our country has a national standard for casting tolerance levels. This national standard applies to you in malleable iron, grey cast iron, and ductile iron.
- Q: The difference between sheet metal and casting parts
- Casting parts are made by casting (followed by a variety of processing), the shape can be simple, can also be very complex, usually large parts, as a base, bed, work table, and so on, good seismic performance.
Send your message to us
Ductile cast iron manhole cover C250
- Ref Price:
-
- Loading Port:
- China Main Port
- Payment Terms:
- TT OR LC
- Min Order Qty:
- -
- Supply Capability:
- -
OKorder Service Pledge
OKorder Financial Service
Similar products





Hot products






Hot Searches
Related keywords

