









Casting Iron Manhole Cover with Kinds of Designs and Colors OEM Service
- Ref Price:
-

- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 140 set
- Supply Capability:
- 4500 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like







Specification
Product Description
1)Product information
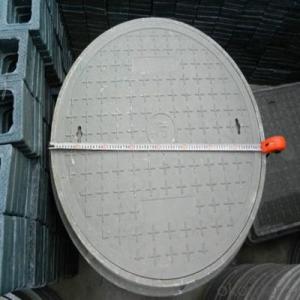
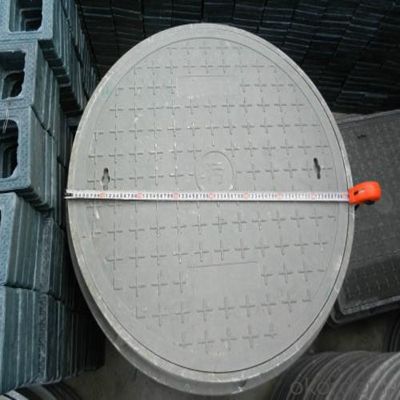
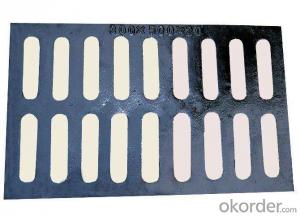
Manhole Covers are manufactured for construction and public use. Manhole Covers shall be smooth and free from sand holes, blow holes, distortion or any other defects
2) Material
a) Ductile Iron GGG500-7 & 400-12
b) Grey Iron GG20
3) Designs
a) EN124 A15, B125, C250, D400, E600 and F900
b) A60005 for casting design
c) Major standards designs available
d) As per customers' drawings or samples
4) Process
c) Molding boards
d) Green sand with hand molding
5) Coating
a) Cold applied black bitumen
b) Without coating
c) Coating as per customers' requirement
6) Different accessories are available
Pictures



Our Company
We take pride to introduce ourselves as the leading manufacturer and professional supplier of various Ductile Iron Manhole covers in China with total annual capacity 50,000 MT.
CNBM manhole cover regard quality as the essential factor leading to successful business. After years of efforts, CNBM manhole cover have built up great reputation in terms of quality and service among domestic and overseas customers.
FAQ
1.Q: Are you factory ?
YES! We are a professional ductile iron &gery iron casting Factory in China.
2.Q: How long can you make your quotation:
Within 3 workdays after received your detailed product information
3.Q: Do you provide OEM Service?
Yes, we provide OEM Service.
4.Q: What 's your quotation element?
Drawing, material, weight and quantity.
- Q: What are the casting parts used to test shrinkage holes?
- 3 fluorescent magnetic powder, this method can also be found in part.
- Q: Why does the precision casting factory not usually make iron castings?
- The so-called precision parts is the size, roughness requirements of the piece. Cast iron parts generally do not reach the accuracy.
- Q: Is the cast steel a casting part?
- Cast steel is divided according to material, as well as cast iron parts, cast aluminum parts and so onCasting parts are divided according to the method, as well as forging partsCast steel parts must be casting parts
- Q: How do you mark it on the drawing? Do you need to discuss it with the manufacturer?Because the casting allowance is the standard, then, after all, is the theoretical value, the actual level depends on the manufacturer, so is it necessary to ask the manufacturer?
- The general foundry casting technology division will mark put shrinkage and the allowance of the map in your chart (usually with the red pen) for the production of wood or other material wood workers die drawings.
- Q: As shown, how do I achieve the tightness test of this product, and achieve industrial production? Seek expert advice.
- Precise and tight sealing of the surface to which the test piece is to be tested, equipped with an airtight test instrument, and an electrical control system. You can complete automated testing equipment
- Q: We are small castings, the need for surface treatment of shot blasting machine, about how much?
- The choice of shot blasting machine, this is according to the workpiece size, yield, whether can collision, and the working time and other factors considered, while the price of different blasting machine are not the same, but the vast majority of small castings used crawler shot blasting machine, according to the comprehensive consideration of factors such as yield, size of workpiece commonly used on the market the crawler shot blasting machine has Q324, Q326, Q328, Q3210, and each time the amount of their treatment were 125KG, 200KG, 400KG, 600KG, the specific use of what types also need to be determined according to the actual situation
- Q: Younger brother is to do casting valve, precision casting parts, the valve internal sand serious, but the appearance is very standard, this is why, for God answers, thank you!
- Increase the refractoriness and looseness of core sand
- Q: Lathe processing stainless steel casting parts to use what type of tool, the speed into the amount of how much tool angle
- What kind of work, what kind of material, 204201304316, how big live ah? You ask?Can the 201 pieces of material and 304 of the pieces fit in a single car? Can I use the universal YG8 knife? Straight, knife, pipe thread?You should live to say, understand, say, do not understand, draw a simple drawing with Baidu doodle, marking the important size, this is good to answer ah!
- Q: Which master knows how the casting tolerances for malleable iron, gray iron and ductile iron should be chosen? Hurry up, thank youCan you provide a tolerance scale for castings, please?
- Our country has a national standard for casting tolerance levels. This national standard applies to you in malleable iron, grey cast iron, and ductile iron.
- Q: In the design of casting steps and precautions, for casting design, we have what experience?.
- A: in the design of metal castings in a complex shape, if the production process is very difficult, should not affect the casting conditions, try to make the casting has simple shape, strong structure change, removed from metallic die for.
Send your message to us
Casting Iron Manhole Cover with Kinds of Designs and Colors OEM Service
- Ref Price:
-
- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 140 set
- Supply Capability:
- 4500 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products






Hot products






Hot Searches

