



Step manhole Ductile iron galvanized Manhole Step
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1000 m.t.
- Supply Capability:
- 10000 m.t./month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like









Our Clark Galvanised Manhole Step Iron 115mm Clks 212 are specially selected for the trade, with nationwide delivery available we are the number one builders merchants.
Designed, manufactured & tested to EN13101:2002
CE certified
Galvanised to EN ISO 1461 for long life
Slip-resistant treaded step-end
| Length | 240 mm |
| Width | 150 mm |
| Weight | 1.25 kg |
| Load Capacity | Pedestrian |
| Material | Ductile Iron |
| Colour | Silver |
| Type | Solid Top Covers |
| Made To Order | N |
| Manufacturer Model No | CLKS 212 |
| Country Origin | CN |
| Brand Name | Clark-Drain |
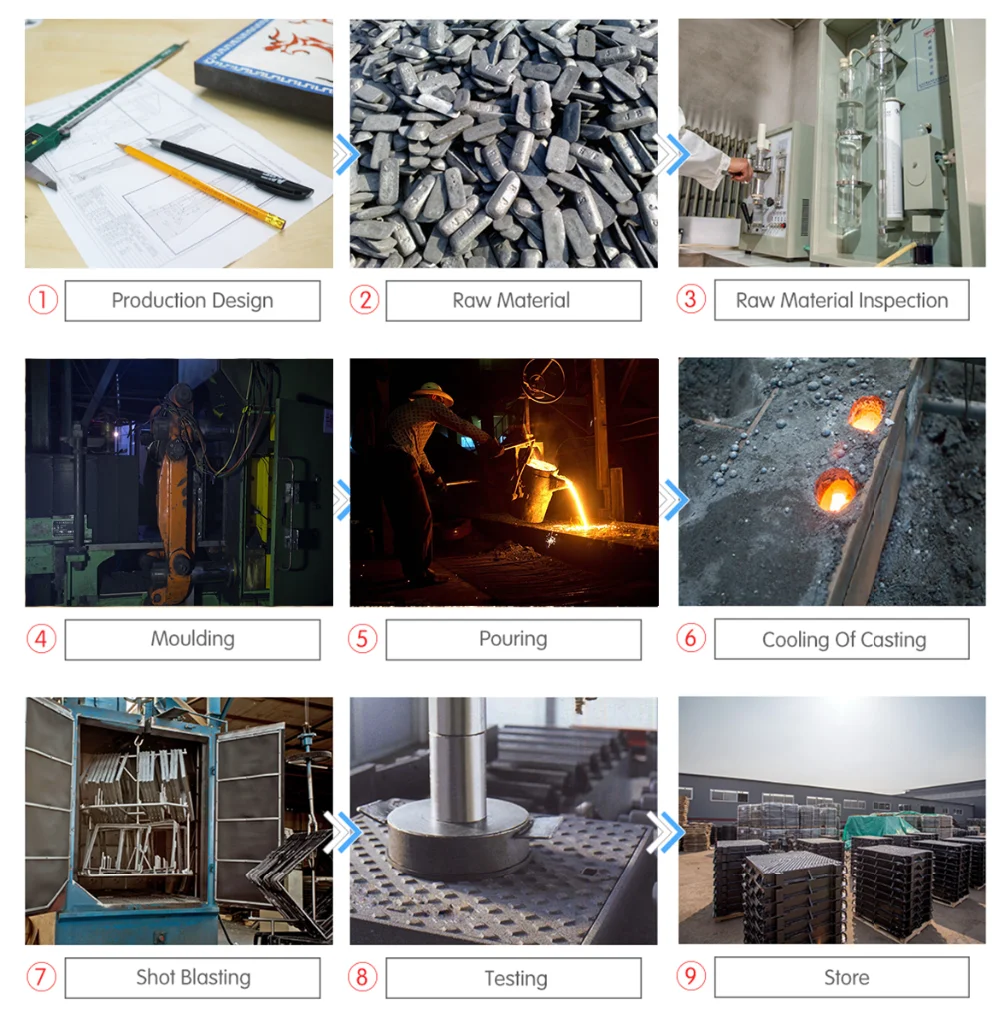
Production Flow
Packing & Delivery
Packing Details:Plywood pallet; steel pallet; as per custom request

Delivery Time:Different amount of time will be required for different
Fastlead time: Tooling capability 7days ; Sample making 7days

Our Service

We produce various classes of manhole cover and gratings in gray iron or ductile iron from Class A15 to F900 according to customer's sample or requirments.
OEM&ODM service.
We can design the new 2D or 3D drafts in 2 hours.
All kinds and specifications of equipment, strong production capacity, whether it is manual or mechanical modeling, whether horizontal or vertical lines, regardless of size, demand, we can all meet.
Fast lead time: one week for the mold, one week for the sample, one month for the delivery, time-saving and super valued is our ultimate goal.
Quality System.
With global valued customers.
- Q: How to calculate the price of casting parts?
- According to the complexity of the workpiece, material and casting requirements and process yield
- Q: The casting defects of pores, trachoma how to repair?
- If the repair after the high temperature resistance, choose LT737 high temperature repair agent.
- Q: What is the difference between forging parts and casting parts?
- The casting parts are low in cost and short in production period. Because the molten iron has good flow properties, complex shapes can be formed. But because there may be sand holes, pores, shrinkage holes and other defects, the quality is unstable, easy to produce many defects, mechanical properties are not forged well, thus affecting the service life.
- Q: How can the casting be quenched and tempered?
- Cast steel annealing or normalizing parts in strength and toughness is insufficient, can be used in quenching and tempering treatment. It is mainly used for gear, gear and other parts of the cast steel. The conditioning has two kinds: one kind is cast directly after quenching and tempering, with warm water (40---50 degrees) intermittent cooling, suitable for ZG270---500, ZG310----570 and other castings.
- Q: Would you please tell me how to use casting parts for a year?The cast of an aircraft wing needs to be put aside for a year before it breaks;Does anyone know why?
- 3, the resonance method is cast on its resonant frequency vibration 1060ndn, to eliminate the residual stress in casting.
- Q: Why do casting parts have air holes?
- There are many reasons for casting porosity, mainly due to:1. smelting process is unreasonable, metal liquid absorbs more gas;2. the gas in the mold invades the metal liquid;3. from the mold is more water brush, core dry;4. the casting has poor ventilation;5. ladle tools are not dry.Wait。
- Q: Younger brother is to do casting valve, precision casting parts, the valve internal sand serious, but the appearance is very standard, this is why, for God answers, thank you!
- If is casting, internal shell mold may be not completely dry, strength is not enough, resulting in shell mold collapse into molten steel.It is also possible that the refractory is not refractory enough.
- Q: When the blank is a casting, the margin is evenly distributed, how should rough machining?Please help friends from mechanical classes.There is another problem: in the NC milling plane contour machining, when the rough margin is large, how to deal with.Who can help in time, add 20 reward. Urgently!!
- Personal advice:Because of the large margin, your outline is easy to guarantee;So the key is to consider the assembly and aesthetics of the casting. You have to find the machining criteria;Rough the datum so that it can be machined;After the outline, turn back to the finishing line.If the casting requirement is not high, the benchmark can be directly processed; (not recommended)Over
- Q: Which master knows how the casting tolerances for malleable iron, gray iron and ductile iron should be chosen? Hurry up, thank youCan you provide a tolerance scale for castings, please?
- The tolerance of a specific size can be obtained from the tolerance grade and nominal size of the casting.
- Q: What's the cause of the choking of the casting?,
- Causes of choking fire:1., casting material in the pouring of gas;
Send your message to us
Step manhole Ductile iron galvanized Manhole Step
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1000 m.t.
- Supply Capability:
- 10000 m.t./month
OKorder Service Pledge
OKorder Financial Service
Similar products
Hot products






Hot Searches

