







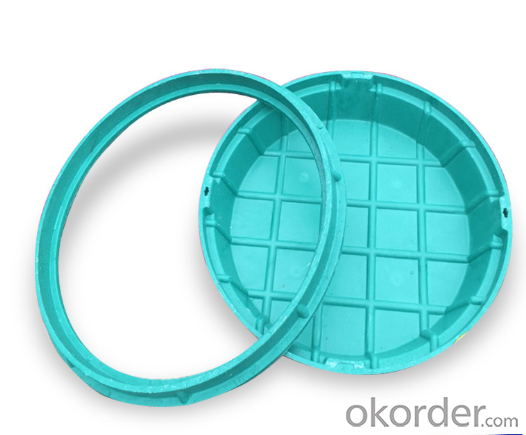



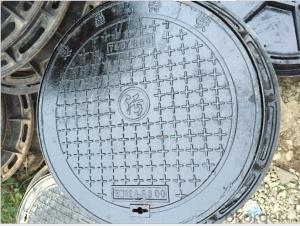
Ductile Iron Manhole Covers with EN124 High Quality
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 115 kg
- Supply Capability:
- 3900 kg/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Specification
Product Description:
1. Material: cast iron,ductile iron,malleable iron
2. Duty:EN124 A15 B125 C250 E600 F900
3. Color:gray
4. Design:We can provide OEM services
5. Expressway, sidewalk, park, garden, municipal pipeline, telecommunication, water and electrical power projects all will be avialable.
Packaging and Delivery:
1.Packaging: Details Pallet with bubble film, Carton or with pallet,
2.Delivery Detail: 8 days if your order is 20"container
Specifications:
| No. | Item No. | Class | Clear Opening(mm) | Frame Size(mm) | Frame Size(mm) | Unit Weight (kg/set) |
| 1 | PCE300 | C250 | 200×200 | 300×300 | 35 | 8 |
| 2 | PCE400 | C250 | 300×300 | 400×400 | 40 | 22 |
| 3 | PCE500 | C250 | 400×400 | 500×500 | 45 | 26 |
| 4 | PCE550 | C250 | 500×500 | 550×550 | 45 | 30 |
Pictures:



Company Information:
CNBM International Corporation (CNBM International) is the most important trading platform of CNBM Group Corporation,state-owned company under the direct supervision of State-owned Assets Supervision and Administration Commission of the State Council.
In line with the business, CNBM International launched E-business platform Okorder.com.
FAQ:
1.Can I get free samples?
A: Yes, we can provide you the free samples, but you need to bear their own delivery costs.
2. Can I request to change the form of packaging and transportation?
A: Yes, We can change the form of the packaging and transportation according to your request, but you have to bear their own costs incurred during this period and the spreads.
3. Can I request to advance the shipment?
A: It should be depends on whether there is sufficient inventory in our warehouse.
4. Could you specially design and produce for clients?
A: Sure, we have all kinds of professional engineers.We can design and produce special products according to customers' request. Such as: special size, special control, OEM, etc.
- Q: our factory now produces steel castings in the use of polishing directly after spraying processing, but the powder sprayed 15But the spray powder touched off what is the reason we are not very strict requirements not only need to peel off bubbles can also, because our products are steel castings so we use steam hole sludge put on. Do not know if this spray treatment has no effect to thank friends with us!
- Usually after rusting,Did you peel it?If it isNeed to do film processingIf notPlease look for the coating factoryBetter paint (such as epoxy ester, etc.)
- Q: Casting parts have poor surface finish. What sand is used to make them?
- Now resin sand, coated sand and other processes are also very good surface.
- Q: I often see Waixiejiagong drawings, casting, how to distinguish the latheman.
- Yes, casting drawings are casting drawings with machining allowances, slopes, and gating systems
- Q: Would you please tell me how to use casting parts for a year?The cast of an aircraft wing needs to be put aside for a year before it breaks;Does anyone know why?
- 2, heat aging (artificial aging), also known as stress annealing, is to heat the casting to 550-650 degrees, insulation 2 - 4h, with the furnace cooling to 150 - 200T, and then baked.
- Q: What kind of flaw detector is better for casting parts?
- Casting using the detector test, you must first determine the detection process, such as the detection of surface and near surface crack defects, such as casting, recommended by CYD-3000, or CYD-5000 mobile magnetic testing machine for testing.
- Q: Why should pig iron be used in casting?
- Not necessarily is iron, steel, stainless steel, aluminum, copper can be cast iron, is cheaper, and better properties of cast out, for example, is not easy to rust, high strength, easy processing and so on, and is the only iron iron cast out, it is not necessarily the raw pig iron, plus some other material
- Q: When the blank is a casting, the margin is evenly distributed, how should rough machining?Please help friends from mechanical classes.There is another problem: in the NC milling plane contour machining, when the rough margin is large, how to deal with.Who can help in time, add 20 reward. Urgently!!
- Personal advice:Because of the large margin, your outline is easy to guarantee;So the key is to consider the assembly and aesthetics of the casting. You have to find the machining criteria;Rough the datum so that it can be machined;After the outline, turn back to the finishing line.If the casting requirement is not high, the benchmark can be directly processed; (not recommended)Over
- Q: In the design of casting steps and precautions, for casting design, we have what experience?.
- (3) to prevent generating white grey cast iron, in addition to taking measures from the process, must make the wall thickness is not too thin (some sources indicate that the corner wall thickness above 15mm, metal type casting must be in the corner, for Aluminum Alloy, magnesium alloy casting casting casting Create fillet should not be less than 3-4m, for casting round cast iron, copper alloy mould casting can see table 1.1-32 selection; (5) because of the metal and the core without let, for the convenience of the casting is taken out and the draw out type, slope casting casting should be suitably large than sand casting metal casting. General 30%-50%, it should be pointed out that in addition to the height of the slope of casting size and alloy type, wall, is also related to the casting surface position, where the cooling and contraction and metal surface of casting surface can be designed from the tendency of small inclination, while casting shrinkage tend to be pressed on the surface of metal castings the type should be given greater inclination, all kinds of metal type alloy casting casting casting.
- Q: How to solve casting defect casting?
- Different defects, different solutions, some shortcomings, the current domestic level can not be resolved
- Q: Shandong foundry, casting small pieces of precision casting
- Small foundry in Shandong too much, like many of us in Qingdao, then Dongying Changshun investment casting is a home, they are also casting precision casting equipment, specifically what I recommend that local enterprises, far is not convenient,
Send your message to us
Ductile Iron Manhole Covers with EN124 High Quality
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 115 kg
- Supply Capability:
- 3900 kg/month
OKorder Service Pledge
OKorder Financial Service
Similar products





Hot products






Hot Searches

