







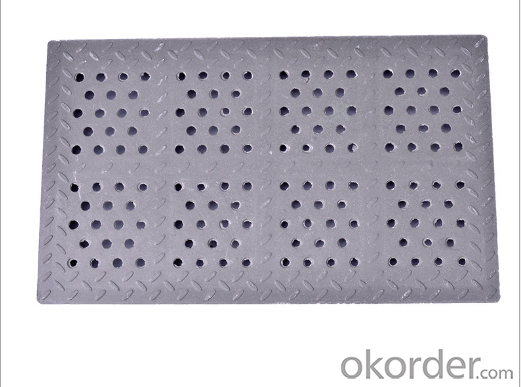

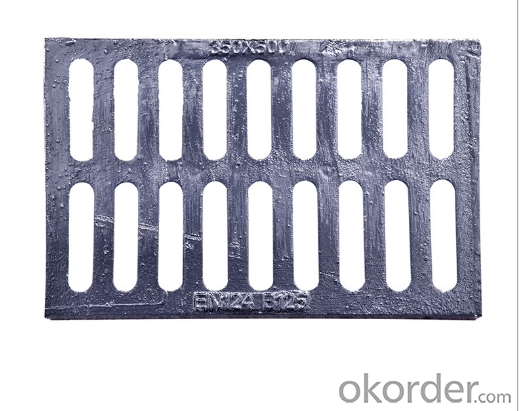
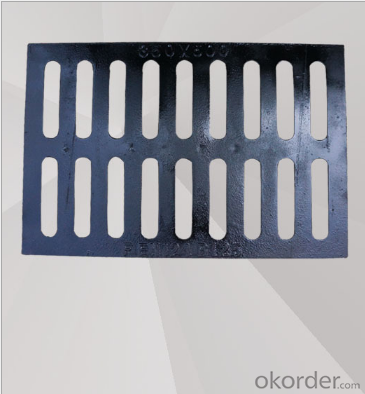
Ductile Casting Iron Manhole Cover for Mining's Systerm
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 105 kg
- Supply Capability:
- 4300 kg/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Specification
Our Services
1. Sample is available for free.
2. OEM and ODM are welcome.
3. Free charge of design labels and cartons.
4. Professional technical support with free charge.
5. After the cooperation: Any of your problem will be solved within 24 hours.
Quick Details
1.Place of Origin: Hebei, China (Mainland)
2.Brand Name: CMAX
3.Model Number: EN124 Standard
4.Application: Construction
5.Material: Iron
6.Dimensions: OEM
7.Surface treatment: Painting
8.Process: Casting. Drilling. Threading
9.Certification: ISO9001:2008
10.Standard: EN124 Standard
11.Name: Iron Casting Parts
12.Color: Grey
13.Type: Moulding Press
14.Service: OEM Service


Advantage of ductile iron
Higher quality /higher tensile
Higher security /long life
Possibilities of new locking systems
Specifications
Double triangle ductile iron manhole cover
1.Standard:ISO 9001 EN124 D400
2.Service:OEM
3.High quality
4.Made of ductile

Our Company
We take pride to introduce ourselves as the leading manufacturer and professional supplier of various Ductile Iron Manhole covers in China with total annual capacity 50,000 MT.
CNBM manhole cover regard quality as the essential factor leading to successful business. After years of efforts, CNBM manhole cover have built up great reputation in terms of quality and service among domestic and overseas customers. Our customer come from America, Morocco , saudi arabia, Iran , Algeria and so on
CNBM Ductile Iron manhole cover A15-F900 complying with EN 124 Standard
FAQ
1. What is your products advantage?
A. All kinds of size as customer's requirements;
B. Small quantity trial order is welcome
C. Customized design is available and free, Such as Color, Logo, Panel, Load and Dimension etc.
D. Quality control and promptly delivery
E. Good after sales service
2. What is your payment?
T/T, L/C, D/P Western Union or as customer's requirements.
3. How about the shipment?
A. Small quantity you can choose by air
B. Less than one container you can choose LCL shipment by sea
C. One container or more than one container you can choose FCL shipment by sea.
- Q: our factory now produces steel castings in the use of polishing directly after spraying processing, but the powder sprayed 15But the spray powder touched off what is the reason we are not very strict requirements not only need to peel off bubbles can also, because our products are steel castings so we use steam hole sludge put on. Do not know if this spray treatment has no effect to thank friends with us!
- Steel parts are not familiar. But after spraying, the powder should be divorced from the adhesive force is too low, try to provide the surface roughness of the casting
- Q: What are the requirements for casting steel castings?
- 2, the plane should be placed on the following.3, thin parts should be placed below.
- Q: How to get rid of casting sand inside casting parts?
- Are you saying that in the sand casting cavity? We use the manual blast, he is like a pipe will be automatic shot out of the grit, into the casting cavity, to remove the internal cavity in the purpose of casting sand!
- Q: What is the difference between forging parts and casting parts?
- No, it's called die castingDifference: the die casting parts are simple in structure and large in batch sizeCasting: the use of a wide range of structures without restrictions
- Q: the parts of the threaded hole is casting, casting the hole directly, and then tapping or casting, and then punch 10When the casting is ready, punch it again before tapping it Is the hole casting good or is it punched and tapped on the drilling machine after casting?
- If it is not directly cast hole hole, later processing, large pores may be directly cast out,
- Q: Question, such as title, I hope I don't copy the definition of rolling and casting in Baidu encyclopedia, thank you
- The performance is too extensive, I think the following several people all fall into the erroneous zone directly, the performance includes a series of aspects:Mechanical properties: tensile strength, yield strength, elongation and contraction ratio of section and impact toughness after etc.
- Q: What is the casting material?
- Gray iron, carbon steel, low alloy steel, ductile iron, stainless steel, Aluminum Alloy can all be cast out
- Q: Cause of choking of casting parts
- Is it boiling from the picture? Does it sound like a fire? If not, it's not choking. I feel like choking. The gas doesn't drain out
- Q: When the blank is a casting, the margin is evenly distributed, how should rough machining?Please help friends from mechanical classes.There is another problem: in the NC milling plane contour machining, when the rough margin is large, how to deal with.Who can help in time, add 20 reward. Urgently!!
- Problem one,1, according to drawings, castings, material requirements and machine power, choose the right diameter of roughing tools, and can process this material blade type.2, according to the actual size of the casting blank, calculate the number and path of the knife, pay attention to small cutting depth, large feed, cutting width, to ensure that the tool diameter 80 - 90%, the amount of not full knife cutting, this tool and machine tool damage.Question two,If they can not change the casting blank allowance under the condition that the quantity large diameter cutter, such as milling cutter main angle 7560 degrees can give reasonable processing parameters, the same cutting depth should not be too large, because in the same machine power, tool diameter increases, cutting depth will need smaller.
- Q: Shandong foundry, casting small pieces of precision casting
- Dongying Huayang precision casting factory, the smallest to do 2G pieces.
Send your message to us
Ductile Casting Iron Manhole Cover for Mining's Systerm
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 105 kg
- Supply Capability:
- 4300 kg/month
OKorder Service Pledge
OKorder Financial Service
Similar products






Hot products






Hot Searches

