







B125 Ductile iron Round Recessed Manhole Cover & Frame
- Ref Price:
-

- Loading Port:
- Dalian
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 125 set
- Supply Capability:
- 3900 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Specification
Product Description
1)Product information
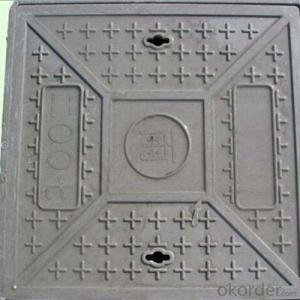
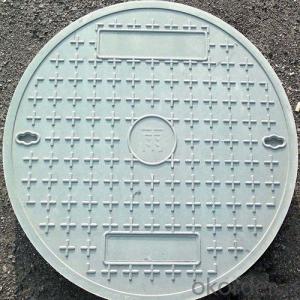
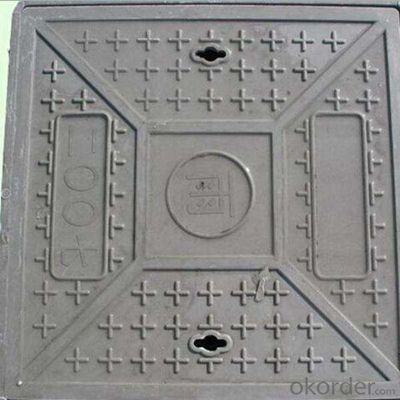
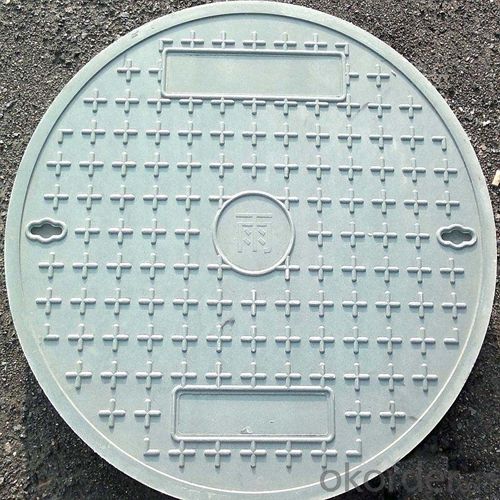
Manhole Covers are manufactured for construction and public use. Manhole Covers shall be smooth and free from sand holes, blow holes, distortion or any other defects
2) Material
a) Ductile Iron GGG500-7 & 400-12
b) Grey Iron GG20
3) Designs
a) EN124 A15, B125, C250, D400, E600 and F900
b) A60005 for casting design
c) Major standards designs available
d) As per customers' drawings or samples
4) Process
a) Molding boards
b) Green sand with hand molding
5) Coating
a) Cold applied black bitumen
b) Without coating
c) Coating as per customers' requirement
6) Different accessories are available
Pictures


Advantage of ductile iron
Higher quality /higher tensile
Higher security /long life
Packaging and Shipping
Delivery Detail: 8 days if your order is 20"container
Packaging: Details Pallet with bubble film, Carton or with pallet
Specifications

Our Company
We take pride to introduce ourselves as the leading manufacturer and professional supplier of various Ductile Iron Manhole covers in China with total annual capacity 50,000 MT.
CNBM manhole cover regard quality as the essential factor leading to successful business. After years of efforts, CNBM manhole cover have built up great reputation in terms of quality and service among domestic and overseas customers.
FAQ
1.Q: Are you factory ?
YES! We are a professional ductile iron &gery iron casting Factory in China.
2.Q: How long can you make your quotation:
Within 3 workdays after received your detailed product information
3.Q: Do you provide OEM Service?
Yes, we provide OEM Service.
4.Q: What 's your quotation element?
Drawing, material, weight and quantity.
- Q: Casting blank in the cooling process to release a large amount of heat energy, what can be recycled?
- Casting, do not need to provide a rough casting foundry drawings, according to your chart will put foot margin in the processing needs of the surface, the rest of the size can be found according to the mechanical design manual and manual casting.
- Q: What are the casting parts used to test shrinkage holes?
- 3 fluorescent magnetic powder, this method can also be found in part.
- Q: What are the effects of stiffeners on castings, or on welded parts (for 2 tons or less), casting or weldments on stiffeners?
- Please consider the following points:1, batch: if the product batch is very large, casting will certainly have advantages, cost sharing will be very low. If less, it is recommended to use weldments.2. Reinforcement structure: if the structure is relatively simple, it is recommended to use welded parts, complex, preferably casting.
- Q: Casting parts by shot blasting, spray painting, baking after the formation of very small rust spots, how to solve ah?
- The first process is very important. Shot blasting must be thorough. The solution is to wipe the surface of the paint with a release. Re shot
- Q: What is the difference between forging parts and casting parts?
- The casting parts are low in cost and short in production period. Because the molten iron has good flow properties, complex shapes can be formed. But because there may be sand holes, pores, shrinkage holes and other defects, the quality is unstable, easy to produce many defects, mechanical properties are not forged well, thus affecting the service life.
- Q: I often see Waixiejiagong drawings, casting, how to distinguish the latheman.
- What you say is the difference between rough drawing and processing drawingThere must be a difference between the rough drawings and the rough ones
- Q: The difference between cement sand castings, resin sand castings and vacuum casting parts
- The clay wet sand castings casting weight from a few kilograms until tens of kilograms, but the clay dry type of casting production can be weighed dozens of tons.For medium and large castings, cast iron, cast steel can be self hardening sand with resin can be water glass sand production, can obtain the precise size, smooth surface castings, but casting precision, surface roughness, density and microstructure, mechanical properties and material cost of sand casting production is often poor, so when the higher performance requirements of castings, should adopt other casting methods, such as casting (lost wax casting), die casting, low pressure casting.
- Q: The cause of fracture and why there is no toughness
- This question is too broad, see what the casting casting Oh in order to reduce the wayward cast steel, ductile iron, gray iron and white iron, you can choose the material according to their own requirements.
- Q: As shown, how do I achieve the tightness test of this product, and achieve industrial production? Seek expert advice.
- Precise and tight sealing of the surface to which the test piece is to be tested, equipped with an airtight test instrument, and an electrical control system. You can complete automated testing equipment
- Q: In the design of casting steps and precautions, for casting design, we have what experience?.
- (3) to prevent generating white grey cast iron, in addition to taking measures from the process, must make the wall thickness is not too thin (some sources indicate that the corner wall thickness above 15mm, metal type casting must be in the corner, for Aluminum Alloy, magnesium alloy casting casting casting Create fillet should not be less than 3-4m, for casting round cast iron, copper alloy mould casting can see table 1.1-32 selection; (5) because of the metal and the core without let, for the convenience of the casting is taken out and the draw out type, slope casting casting should be suitably large than sand casting metal casting. General 30%-50%, it should be pointed out that in addition to the height of the slope of casting size and alloy type, wall, is also related to the casting surface position, where the cooling and contraction and metal surface of casting surface can be designed from the tendency of small inclination, while casting shrinkage tend to be pressed on the surface of metal castings the type should be given greater inclination, all kinds of metal type alloy casting casting casting.
Send your message to us
B125 Ductile iron Round Recessed Manhole Cover & Frame
- Ref Price:
-
- Loading Port:
- Dalian
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 125 set
- Supply Capability:
- 3900 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products





Hot products






Hot Searches
Related keywords

