



Manhole Cover Ductile Iron C250 Square on Sale
- Ref Price:
-

- Loading Port:
- China main port
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1000 m.t.
- Supply Capability:
- 100000 m.t./month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Specification
1.Ductile Iron Manhole Cover Description :
A manhole cover sits on metal base, with a smaller inset rim which fits the cover. The base and cover are sometimes called "castings", because they are usually made by a casting process, typically sand-casting techniques.
1.Advantages: Good compressive, bending and impact strenth,anti-corrosion, not rust, long service life(at least 30 years). The quality meets the same kinds cast ion manhole covers but the cost is 30% lower than. Contain no metal and no recovery value, anti-theft.
2.Applications: water supply and drainage, fire engineering, natural gas,electricity and telecommunications, street lamp and outdoor illuminations.
3.Designs: based on EN124 standard and according to customer's drawing or samples.
2.Main Features of the Ductile Iron Manhole Cover:
1. High load capacity & resilience
Hardness is same as cast iron, while FRP manhole covers have overwhelming advantages on resilience recovery. They are designed to exceed A15/B125/C250/D400 load capacity, according to EN124: 1994.
2. Customer design
FRP manhole covers allow customers’ innovative design, logo, or etc. we have our own design team who can also offer design work for customers.
3. No color fading
The cover is not sprayed in surface but painted in whole material so that the color can keep no fading.
4. No noise
The products are made anti-noises, which is popular to residential areas.
Manholes allow access to underground pipes, cables, meters and facilities.
BS EN124 Standard:
A15: Area which can only be used by pedestrians and pedal cyclists.
B125: Footways, pedestrian areas and comparable parks or car parking decks.
C250: For gully tops installed in the area of curbside channels of roads.
D400: Carriage ways of roads(including pedestrian streets), hard shoulder and parking areas, for all types of road vehicles.
E600: Areas of imposing high wheel loads, e.g. dock and aircraft pavements
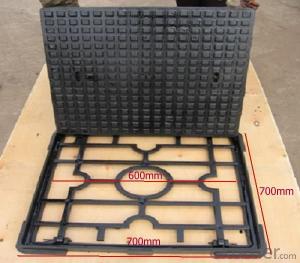
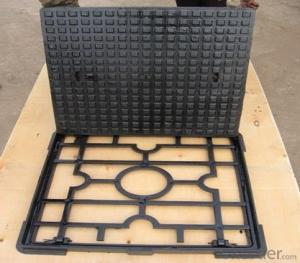
3.Manhole Cover Images:


4.Manhole Cover Specifications:
1) Production information
Manhole cover are manufactured for construction and public use. Manhole cover shall be smooth and free sand holes, blow holes, distortion or any other defects
2) Material
A) Ductile iron GGG50
B) Grey iron GG20
3) Designs
A) EN124 Class B125 C250 D400 F 900, with different size and grammage, or as customers' requirement.
B) as per customers' drawing or samples
4) Packing:
Wooden case or wood pallet, or as per customers' requirement
5) Payment terms: T/T or L/C
6)Inspection
A)Inspection by our factory
B)The third party inspection,SGS
5.FAQ:
Q. The project I’m working on requires a manhole cover with a quality finish, what’s available?
A. Naturally, galvanised steel of black polypropylene aren’t always ideal, and so we offer brass or stainless steel edging, as well as complete stainless steel covers.
Q. Odours are coming through where I have installed my manhole cover, why?
A. Your cover must be sealed and locked, or neoprene sealed, so you would require a T-Range Cover, or if you require a solid top, a selection of the PC range (e.g. PC2BG3, PC6CG3, not PC2BG) are suitable.
Q. I need access through my manhole cover on a regular basis, is this possible?
A. Yes, the majority of covers have built-in lifting keys, and for those that don’t we also supply lifting keys. However, the best way to obtain easy access is to have a bespoke, hinged manhole cover.
- Q: There is a little trace of polishingShock polishing is even worseElectrolysis can not be uneven, there is a slight bump
- Buffing should be better, to see how your embryo, but a bit difficult
- Q: How to calculate the price of casting parts?
- Cost of raw materials + electricity (fuel) costs + workers' wages + managers' wages + transport costs + raw materials burned + accessories costs + equipment maintenance depreciation costs + management fees + tax. The most convenient, the raw material market price plus 2000 yuan, plus you want profits on the line.
- Q: What is normalizing, annealing, tempering, quenching? What is the difference between forging parts and casting parts?
- According to the requirements of the workpiece annealing, there are many kinds of annealing process specifications, such as full annealing, spheroidizing annealing and stress relieving annealing. Steel the steel quenching is heated to the critical temperature Ac3 (hyposteel) or Ac1 (hypereutectoid steel) above a certain temperature, holding time, so that all or part of 1 Austenitic, then the cooling rate is greater than the critical cooling rate of fast cooling to below Ms (or near Ms isothermal) of martensite the body (or bainite transformation) heat treatment process. Aluminum alloys, copper alloys, titanium alloys, tempered glass and other materials are usually treated by solid solution or heat treatment with rapid cooling process. Tempering is a heat treatment process where the workpiece is hardened and heated to a temperature below AC1, which remains cool for a certain period of time and then cools to room temperature. Tempering generally followed by quenching, the purpose is: (a) to eliminate the residual stress caused by quenching, prevent deformation and cracking; (b) hardness, strength, plasticity and toughness of workpiece is adjusted, to use performance requirements; (c) the size of organization and stability, ensure the accuracy improvement; (D) and to improve the processing performance. Tempering is therefore the last important step in obtaining the desired properties of the workpiece. According to the tempering temperature range, tempering can be divided into low temperature tempering, medium temperature tempering and high temperature tempering. This answer is recommended by the questioner
- Q: Explain the heat treatment effect of casting parts, forging parts and welding parts
- 2 improve the crystal structure, enhance the formation and stability of spherical carbon crystal;Forgings are generally stress bearing members, and most of them are made of high strength medium carbon steel (alloy), which is formed by forging and fine crystalline. After the shell is annealed or quenched and tempered, the mechanical properties of the shell are more superior, and it has better strength and better elasticity;Welding materials.
- Q: What is the ejection angle of the die casting (Tan Gang)?
- Especially deep hole, and customers to discuss, generally take 0.3-1 degrees is enough
- Q: How do casting parts remove stress?
- Annealing treatment, according to different casting annealing treatment, eliminate thermal stress, if need to restore hardness or increase hardness, and then quenching treatment
- Q: How to distinguish the forging parts and casting parts accurately
- Distinguish from performance:The processing performance of forged parts is higher than that of the same material. The forging parts are compact and have good mechanical properties, but the casting parts may have sand holes, holes, shrinkage holes and other defects, and their mechanical properties are inferior to those of forgings. At the same time, forging processing can ensure the continuity of the metal fibrous tissue, fibrous tissue to forging and forging shape consistency, metal streamline integrity, can ensure the parts with mechanical properties and long service life good.
- Q: We are small castings, the need for surface treatment of shot blasting machine, about how much?
- according to the comprehensive consideration of factors such as yield, size of workpiece commonly used on the market the crawler shot blasting machine has Q324, Q326, Q328, Q3210, and each time the amount of their treatment were 125KG, 200KG, 400KG, 600KG, the specific use of what types also need to be determined according to the actual situation
- Q: The difference between sheet metal and casting parts
- Sheet metal refers to the metal sheet (which can be bent straight board, etc.) generally uniform thickness, can obtain the required parts by stamping, molding, welding, splicing and other processing methods.
- Q: How can the casting be free of trachoma?
- Measures for the prevention of trachoma in castings:1, sand compaction to high, paint two times;
Send your message to us
Manhole Cover Ductile Iron C250 Square on Sale
- Ref Price:
-
- Loading Port:
- China main port
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1000 m.t.
- Supply Capability:
- 100000 m.t./month
OKorder Service Pledge
OKorder Financial Service
Similar products




Hot products






Hot Searches

