











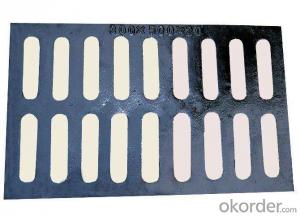
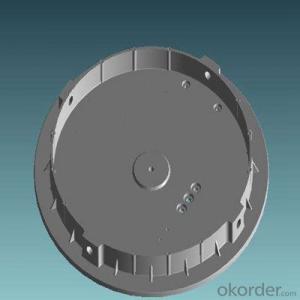
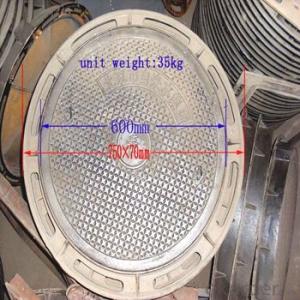
Light Duty Ductile Iron Manhole Cover with Kinds of Standard Sizes
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 100 kg
- Supply Capability:
- 4000 kg/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like







Specification
Features
1.Higher quality /higher tensile
2.Higher security /long life
3.Possibilities of new locking systems
4. Good compressive, bending and impact strength,anti-corrosion, not rust, long service life (at least 30 years). The quality meets the same kinds cast ion manhole covers but the cost is 30% lower than. Contain no metal and no recovery value, anti-theft.
Quick Details
1.Place of Origin: Hebei, China (Mainland)
2.Brand Name: CMAX
3.Model Number: EN124 Standard
4.Application: Construction
5.Material: Iron
6.Dimensions: OEM
7.Surface treatment: Painting
8.Process: Casting. Drilling. Threading
9.Certification: ISO9001:2008
10.Standard: EN124 Standard
11.Name: Iron Casting Parts
12.Color: Grey
13.Type: Moulding Press
14.Service: OEM Service
15.Size: Customer's Request


Advantage of ductile iron
Higher quality /higher tensile
Higher security /long life
Company Information
CNBM International Corp., established in 2004, is the business entity for trade and logistic of CNBM Group.
CNBM International is highly recognized by its business partners and clients all over the world and has established good business relationship with the customers in over 160 countries and regions all over the world.
CNBM Ductile Iron manhole cover A15-F900 complying with EN 124 Standard
FAQ
1. What is your products advantage?
A. All kinds of size as customer's requirements;
B. Small quantity trial order is welcome
C. Customized design is available and free, Such as Color, Logo, Panel, Load and Dimension etc.
D. Quality control and promptly delivery
E. Good after sales service
2. What is your payment?
T/T, L/C, D/P Western Union or as customer's requirements.
3. How about the shipment?
A. Small quantity you can choose by air
B. Less than one container you can choose LCL shipment by sea
C. One container or more than one container you can choose FCL shipment by sea.
Specifications

- Q: How is the silicon sol precision casting part priced? What is the price per ton of casting? Such as 304 material.
- The material is usually steel material price plus the cost (per ton of 2.5-3 million, plus profit).In the Yangtze River Delta region, generally 304 casting price of about 5-5.5 million / ton.The price will be higher if the parts are complex, or a piece weighs less than 100 grams.
- Q: The casting defects of pores, trachoma how to repair?
- If the repair after the high temperature resistance, choose LT737 high temperature repair agent.
- Q: What are the effects of stiffeners on castings, or on welded parts (for 2 tons or less), casting or weldments on stiffeners?
- Please consider the following points:1, batch: if the product batch is very large, casting will certainly have advantages, cost sharing will be very low. If less, it is recommended to use weldments.2. Reinforcement structure: if the structure is relatively simple, it is recommended to use welded parts, complex, preferably casting.
- Q: What method of casting does not rust? I think the sample is like oil
- The surface of a general casting is easy to rust. In order to prolong the rusting period, antirust paint or antirust oil is usually sprayed. What you said should be anti rust oil.
- Q: How much is the amount of electrophoretic paint per square meter used in the casting?
- It was a very simple question, and it was complicated by what you said.
- Q: What's the density of the cast iron? The density is thin and the density is thin
- There is a hot knot in the thick area, which easily causes microscopic shrinkage and makes the casting not dense. A riser may be added for shrinkage relief.
- Q: Would you please tell me how to use casting parts for a year?The cast of an aircraft wing needs to be put aside for a year before it breaks;Does anyone know why?
- 3, the resonance method is cast on its resonant frequency vibration 1060ndn, to eliminate the residual stress in casting.
- Q: My parts complex, machining costs are relatively high, so want to cast, but the surface needs anodizing, what material will be better?
- The common material that can be anodized is aluminum alloy. It is recommended to use casting aluminum alloys, such as ZL102 and ZL105, which are commonly used as cast aluminium alloys. The processing of aluminum casting is easy. After processing, the surface of the whole part can be anodized. The color can be chosen.
- Q: Heat treatment process and purpose of casting parts
- Methods: artificial aging or natural aging (also called normalization) treatment.Artificial aging: heating to 2-3 Baidu, it is best to apply mechanical vibration, and maintain a period of time.
- Q: Which master knows how the casting tolerances for malleable iron, gray iron and ductile iron should be chosen? Hurry up, thank youCan you provide a tolerance scale for castings, please?
- Usually manual molding optional CT11 class, ordinary machine modeling optional CT10 class, high pressure molding should reach CT9 level. The tolerances on the wall thickness of the casting are comparable to those of other dimensions of the same casting.
Send your message to us
Light Duty Ductile Iron Manhole Cover with Kinds of Standard Sizes
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 100 kg
- Supply Capability:
- 4000 kg/month
OKorder Service Pledge
OKorder Financial Service
Similar products




Hot products






Hot Searches

