








High Chromium Alloyed Grinding Ball with Best Quality Rwa Material for Mineral Processing
- Ref Price:
-

- Loading Port:
- Qingdao
- Payment Terms:
- TT or LC
- Min Order Qty:
- 25M.T. m.t.
- Supply Capability:
- 200000M.T./Year m.t./month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








1. The Size and Chemical Composition of High/Middle/Low Chromium Alloyed Grinding Ball with Best Quality Rwa Material for Mineral Processing
No. | Diameter (mm) | Weight of each (kg) | Pcs/ton |
1 | Ø20 | 0.0322 | 31056 |
2 | Ø25 | 0.063 | 15873 |
3 | Ø30 | 0.11 | 9091 |
4 | Ø40 | 0.257 | 3891 |
5 | Ø50 | 0.50 | 2000 |
6 | Ø60 | 0.867 | 1153 |
7 | Ø70 | 1.37 | 729 |
8 | Ø80 | 2.05 | 487 |
9 | Ø90 | 2.90 | 345 |
10 | Ø100 | 4.00 | 250 |
11 | Ø110 | 5.30 | 188 |
12 | Ø120 | 6.80 | 147 |
13 | Ø125 | 7.75 | 129 |
14 | Ø130 | 8.74 | 114 |
Model | Mechanical properties | Microstructure | |
HRC | Times of falling (3.5m) | ||
Low Chromium | ≥45 | 8000 | P+C |
Medium Chromium | ≥50 | 8000 | P+C |
High Chromium | ≥56 | 8000 | M+C |
Model | Chemical Composition | |||||
| | C | Si | Mn | Cr | P | S |
Low Chromium | 2.3-3.4 | ≤1.5 | 0.5-1.5 | 1.0-2.0 | ≤0.1 | ≤0.1 |
Medium Chromium | 2.2-2.8 | 0.5-1.0 | 0.5-0.8 | 10.0-12.0 | ≤0.1 | ≤0.1 |
High Chromium | 2.4-3.2 | 0.5-0.8 | 0.5-0.8 | 16.0-18.0 | ≤0.1 | ≤0.1 |
4. Applied Field of High/Middle/Low Chromium Alloyed Grinding Ball with Best Quality Rwa Material for Mineral Processing
1) Power Plant, 2) Mineral Processing, 3) Refractory Factory, 4) Cement Plant
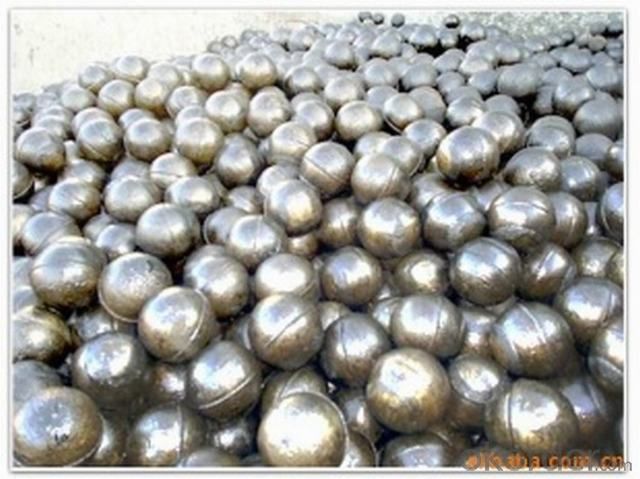
5. Photos of High/Middle/Low Chromium Alloyed Grinding Ball with Best Quality Rwa Material for Mineral Processing

- Q: Why does the precision casting factory not usually make iron castings?
- Jiangyin Lin Xing stainless steel (precision manufacturing) Co., Ltd. to provide professional precision casting
- Q: What's the effect of casting copper?
- Riga. Copper is copper components, promote the graphitization of the copper element, make dense tissue, and to refine and improve the uniform distribution of graphite, which can reduce the chilling tendency of the cast iron, but also can promote the formation of pearlite, has a favorable effect on the section sensitivity. Copper has the tendency to strengthen cast iron, ferrite and pearlite, so it can increase the strength of cast iron. The tensile strength and bending strength of cast iron almost increase with the amount of copper in it, especially in low carbon cast iron.
- Q: What are the requirements for casting steel castings?
- 1, high quality requirements of the surface or the main processing surface should be placed below.
- Q: Casting parts need to be subjected to the kind of heat treatment after the weldment is finished
- 1, gray cast iron: General graphite annealing, to be heat treatment annealing, surface hardening etc.; ductile iron can be various: annealing, normalizing, quenching and isothermal quenching, surface treatment, chemical heat treatment.2. Pouring liquid metal into the casting cavity which adapts to the shape of parts. After cooling and solidification, the casting method is called casting. Castings obtained by casting are called castings. Casting structure design: ensure the working performance and mechanical performance requirements, consider the technical requirements and performance of alloy casting casting casting structure, casting structure design is reasonable or not, the casting quality, productivity and cost has a great influence.3. Heat treatment is a metal hot working process in which the material is in solid state by means of heating, heat preservation and cooling to obtain desired microstructure and properties
- Q: What method of casting does not rust? I think the sample is like oil
- Close to the solder, and slowly dissolve is hot melt double-sided adhesive, otherwise it is oily double-sided adhesive.
- Q: In theory, which is more expensive, forging parts or casting parts?
- It depends on the structure. In theory, the shape of the forging is relatively simple, but the requirement of internal structure is relatively high
- Q: What are the casting parts processing engineering?
- At present, casting processing, according to metal classification, divided into cast iron, cast steel, casting non-ferrous metal.
- Q: How to cast iron and wrought iron collocation
- 3, if you have a file in the hand, can be used to file to see finish can also make a judgment from the file down the iron can also be seen, but this is beyond your request, it can be done in the factory. 4, if placed in the grinder grinding, see iron spark from a judge or iron wrought iron, but this is only to do in the factory. About it, may not be full, but through these methods, generally can distinguish between iron or wrought iron.
- Q: Would you please tell me how to use casting parts for a year?The cast of an aircraft wing needs to be put aside for a year before it breaks;Does anyone know why?
- There are various casting stresses after casting, which can be divided into two kinds: thermal stress and shrinkage stress. In a long time placed in the atmosphere, called aging treatment.Aging treatment is an effective measure to eliminate casting stress. Aging is divided into natural aging, thermal aging and resonance aging.1, the so-called natural aging, the casting is placed in the open field for more than half a year, so that the internal stress relief.
- Q: When the blank is a casting, the margin is evenly distributed, how should rough machining?Please help friends from mechanical classes.There is another problem: in the NC milling plane contour machining, when the rough margin is large, how to deal with.Who can help in time, add 20 reward. Urgently!!
- Personal advice:Because of the large margin, your outline is easy to guarantee;So the key is to consider the assembly and aesthetics of the casting. You have to find the machining criteria;Rough the datum so that it can be machined;After the outline, turn back to the finishing line.If the casting requirement is not high, the benchmark can be directly processed; (not recommended)Over
1. Manufacturer Overview
| Location | Shandong, China |
| Year Established | 1971 |
| Annual Output Value | US$50 Million - US$100 Million |
| Main Markets | Domestic Market, Southeast Asia, South Asia, North America, South America |
| Company Certifications | ISO9001;IS014001 Certificate |
2. Manufacturer Certificates
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period |
3. Manufacturer Capability
| a) Trade Capacity | |
| Nearest Port | Qingdao Port |
| Export Percentage | |
| No.of Employees in Trade Department | 6-10 People |
| Language Spoken: | English, Chinese, Korean |
| b) Factory Information | |
| Factory Size: | Above 60,000 square meters |
| No. of Production Lines | Above 10 |
| Contract Manufacturing | Forged Grinding Ball,Cast Grinding Ball,Casting Cylpebs,Grinding Rods,Decorative Steel Ball |
| Product Price Range | Average |
Send your message to us
High Chromium Alloyed Grinding Ball with Best Quality Rwa Material for Mineral Processing
- Ref Price:
-
- Loading Port:
- Qingdao
- Payment Terms:
- TT or LC
- Min Order Qty:
- 25M.T. m.t.
- Supply Capability:
- 200000M.T./Year m.t./month
OKorder Service Pledge
OKorder Financial Service
Similar products






Hot products






Hot Searches
Related keywords

