





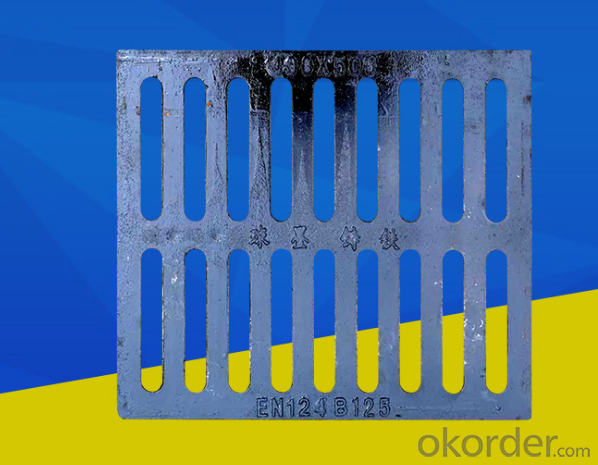





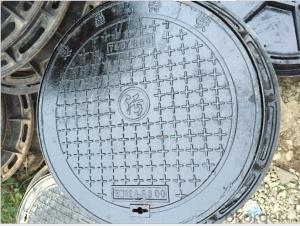
Ductile Iron Manhole Covers with Competitive EN124 Standard
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 100 set
- Supply Capability:
- 4166 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Product Description
1) production standard: EN124 from A15 to F900
2) Material: grey iron, ductile iron
3) Type: round type and Square type, triangle
4) Sand casting
5).we can produce as per customers' drawings
6)ISO9001:2008


Specification
| Item No. | Class | Clear Opening(mm) | Frame Size(mm) | Frame Height(mm) | Unit Weight (kg/set) |
| D70 | D400 | 600*600 | 703*703 | 100 | 55 |
| D60 | D400 | 500*500 | 600*600 | 100 | 47 |
Advantages
Good compressive, bending and impact strength, anti-corrosion, not rust, long service life (at least 30 years).
The quality meets the same kinds cast ion manhole covers but the cost is 30% lower than other companies.
Packaging & Shipping
Packaging: Details Pallet with bubble film, Carton or with pallet,
Delivery Detail: 8 days if your order is 20"container


FAQ
1.Can I get free samples?
A: Yes, we can provide you the free sample, but you need to bear their own delivery costs.
2.Can I request to change the form of packaging and transportation?
A:Yes,We can change the form of the packaging and transportation according to your request, but you have to bear their own costs incurred during this period and the spreads.
3.Can I request to advance the shipment?
A: It should be depends on whether there is sufficient inventory in our warehouse.
- Q: What are the casting parts used to test shrinkage holes?
- 3 fluorescent magnetic powder, this method can also be found in part.
- Q: How to improve the surface roughness of casting parts?
- First, the accuracy of the model should be improved; two is to change the molding technique; the three is the coating; and the worker's technical level.
- Q: Domestic large steel castings factory which is better, recommend!
- At least spend money on research and development, then the quality should be all right.
- Q: How much is the amount of electrophoretic paint per square meter used in the casting?
- It was a very simple question, and it was complicated by what you said.In general, when the final thickness of 15-20 microns, cathode electrophoresis paint can be coated per kilogram of 6-8 square meters, the current general cathode electrophoresis paint for the price of 22 yuan / kg, so the cathodic electrophoresis electrophoresis paint cost at 4 yuan / square meters.
- Q: Question, such as title, I hope I don't copy the definition of rolling and casting in Baidu encyclopedia, thank you
- uch as: automobile transmission shaft adopts mechanical rolling machine with good performance, gray cast iron can play seismic effect effectively, with good thermal conductivity of radiator graphite in gray cast iron, the aircraft engine turbine blade by casting directional solidification casting and Dan Jingzhu.Do everything we can to make the best use of it, the advantages and disadvantages of rolling and casting, and you'll find it yourself, Baidu, depending on how you use it
- Q: Why do casting parts have air holes?
- There are many reasons for casting porosity, mainly due to:1. smelting process is unreasonable, metal liquid absorbs more gas;2. the gas in the mold invades the metal liquid;3. from the mold is more water brush, core dry;4. the casting has poor ventilation;5. ladle tools are not dry.Wait。
- Q: Cause of choking of casting parts
- The reason is not in the coated sand, see coating gas evolution, the best use of zircon powder coating (low gas evolution), there is a mold according to a vent needle, this depends on your way is flat or vertical pouring pouring pouring, if vertical pouring, venting pin on the die, and the big piece how could the plane, pouring water flat, a breath, a taboo ah!
- Q: Which surface is coarser for cast iron or cast steel castings? Why?
- The surface of the steel is more rough, because the coating sand cast steel cast iron particles compared with graphite coating degree, the other one is to get a better air permeability and collapsibility of sand, the compaction degree is smaller than iron. Roughness mainly depends on the surface roughness on the surface of the sand.
- Q: What foundry factories are used in the casting parts of China's major automobile manufacturers?
- Tangshan Yongding automobile spare parts factory also give a lot of supply, casting factory of Tangshan n to the car enterprises casting wheel gearbox etc.The team of casting experts welcome you to ask questions and accept questions!
- Q: When the blank is a casting, the margin is evenly distributed, how should rough machining?Please help friends from mechanical classes.There is another problem: in the NC milling plane contour machining, when the rough margin is large, how to deal with.Who can help in time, add 20 reward. Urgently!!
- Personal advice:Because of the large margin, your outline is easy to guarantee;So the key is to consider the assembly and aesthetics of the casting. You have to find the machining criteria;Rough the datum so that it can be machined;After the outline, turn back to the finishing line.If the casting requirement is not high, the benchmark can be directly processed; (not recommended)Over
Send your message to us
Ductile Iron Manhole Covers with Competitive EN124 Standard
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 100 set
- Supply Capability:
- 4166 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products





Hot products






Hot Searches

