





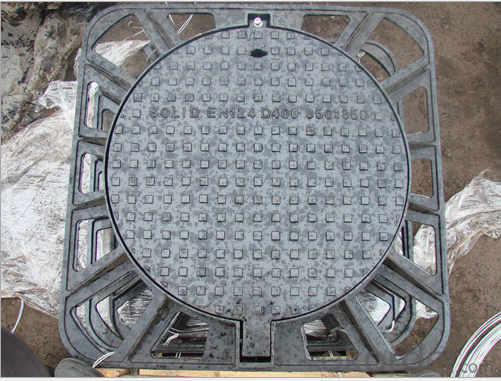





Ductile Iron Manhole Cover with Square or Round Style
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 100 set
- Supply Capability:
- 1466 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Product Description
1) production standard: EN124 from A15 to F900
2) Material: grey iron, ductile iron
3) Type:round type and Square type,triangle
4) Sand casting
5).we can produce as per customers'drawings
6)ISO9001:2008


Specification
| Item No. | Class | Frame Height(mm) | Unit Weight (kg/set) |
| D110 | D400 | 100 | 202 |
| D100 | D400 | 100 | 175 |
Advantages
Good compressive, bending and impact strength, anti-corrosion, not rust, long service life (at least 30 years).
The quality meets the same kinds cast ion manhole covers but the cost is 30% lower than other companies.
Packaging & Shipping
Packaging: Details Pallet with bubble film, Carton or with pallet,
Delivery Detail: 8 days if your order is 20"container

Our Services
1. Sample is available for free.
2. OEM and ODM are welcome.
3. Free charge of design labels and cartons.
FAQ
1. How about your price?
A: As one of famous manufacturers of Ductile iron products inChina, Our prices are very favorable and competitive. The customers from all-over the world.
2. What is your minimum order requirement?
We will indicate the MOQ for each item in the quotation sheet. we accept the sample and trial order. If the quantity of single item can't reach the MOQ, the price should be sample price.
- Q: There is a little trace of polishingShock polishing is even worseElectrolysis can not be uneven, there is a slight bump
- Use the vibrator to polish the material: the high aluminum porcelain 4cm (with a polishing agent that has an automatic mending function), you go find this polish,
- Q: How to calculate the price of casting parts?
- According to the complexity of the workpiece, material and casting requirements and process yield
- Q: our factory now produces steel castings in the use of polishing directly after spraying processing, but the powder sprayed 15But the spray powder touched off what is the reason we are not very strict requirements not only need to peel off bubbles can also, because our products are steel castings so we use steam hole sludge put on. Do not know if this spray treatment has no effect to thank friends with us!
- Steel parts are not familiar. But after spraying, the powder should be divorced from the adhesive force is too low, try to provide the surface roughness of the casting
- Q: Casting parts need to be subjected to the kind of heat treatment after the weldment is finished
- 1, gray cast iron: General graphite annealing, to be heat treatment annealing, surface hardening etc.; ductile iron can be various: annealing, normalizing, quenching and isothermal quenching, surface treatment, chemical heat treatment.2. Pouring liquid metal into the casting cavity which adapts to the shape of parts. After cooling and solidification, the casting method is called casting. Castings obtained by casting are called castings. Casting structure design: ensure the working performance and mechanical performance requirements, consider the technical requirements and performance of alloy casting casting casting structure, casting structure design is reasonable or not, the casting quality, productivity and cost has a great influence.3. Heat treatment is a metal hot working process in which the material is in solid state by means of heating, heat preservation and cooling to obtain desired microstructure and properties
- Q: What are the casting parts tested?
- The surface brightness, appearance, size, chemical composition, weight, material, surface defects, internal defects, seals need to be checked, leakage, etc.
- Q: the parts of the threaded hole is casting, casting the hole directly, and then tapping or casting, and then punch 10When the casting is ready, punch it again before tapping it Is the hole casting good or is it punched and tapped on the drilling machine after casting?
- Aluminum alloy die-casting parts or casting box and other parts of the threaded hole, in the case of processing conditions, it is best to use wire tapping or machine tool processing! Direct casting is not advocated.
- Q: I often see Waixiejiagong drawings, casting, how to distinguish the latheman.
- Casting rough drawings generally no processing symbols, processing drawings indispensable is processing symbols!
- Q: The difference between cement sand castings, resin sand castings and vacuum casting parts
- Vacuum casting is the process of using ventilation molds. Molten metal flows into the mold by air pressure, and then removes air to form a vacuum. The casting process is mainly used for small parts or jewelry with exquisite detailsCompared with the traditional clay sand casting, heat hardening resin sand casting production with low surface roughness, high precision, good quality characteristics, dimensional accuracy of resin sand mold after hardening with good rigidity and high, and not easy to deform, so in the choice of process parameters, mechanical processing you can select a smaller margin, thereby reducing the consumption of metal solution and machining cost, which can improve the dimensional accuracy of castings.
- Q: How to cast iron and wrought iron collocation
- 2, listen: Pig beating sound boring, wrought iron beating sound loud.
- Q: Is 316 casting better than 304 casting?
- It is comprehensive. There is no simple comparison of the material to determine the degree of difficulty in processing
Send your message to us
Ductile Iron Manhole Cover with Square or Round Style
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 100 set
- Supply Capability:
- 1466 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products






Hot products






Hot Searches

