











Casting Ductile Iron Manhole Covers with Competitive Prices in Hebei
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 100 set
- Supply Capability:
- 4166 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like







Product Description
1) production standard: EN124 from A15 to F900
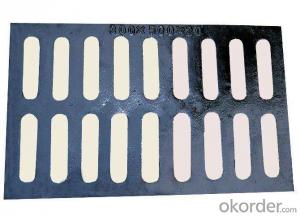
2) Material: grey iron, ductile iron
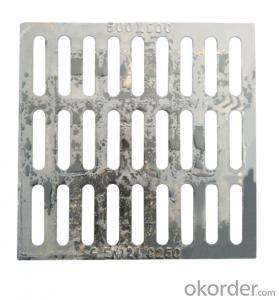
3) Type: round type and Square type, triangle
4) Sand casting
5).we can produce as per customers' drawings
6)ISO9001:2008


Specification
| Item No. | Class | Clear Opening(mm) | Frame Size(mm) | Frame Height(mm) | Unit Weight (kg/set) |
| PCE300 | C250 | 200×200 | 300×300 | 35 | 8 |
| PCE400 | C250 | 300×300 | 400×400 | 35 | 13 |
Advantages
Good compressive, bending and impact strength, anti-corrosion, not rust, long service life (at least 30 years).
The quality meets the same kinds cast ion manhole covers but the cost is 30% lower than other companies.
Packaging & Shipping
Packaging: Details Pallet with bubble film, Carton or with pallet,
Delivery Detail: 8 days if your order is 20"container

FAQ
1.Can I get free samples?
A: Yes, we can provide you the free sample, but you need to bear their own delivery costs.
2.Can I request to change the form of packaging and transportation?
A:Yes,We can change the form of the packaging and transportation according to your request, but you have to bear their own costs incurred during this period and the spreads.
3.Can I request to advance the shipment?
A: It should be depends on whether there is sufficient inventory in our warehouse.
4.Can I have my own Logo on the product?
A: Yes, you can send us your drawing and we can make your logo, but you have to bear their own the cost.
- Q: What are the casting parts used to test shrinkage holes?
- 1. anatomy. It is easy to slack off by sawing and machining.
- Q: How to calculate the price of casting parts?
- According to the complexity of the workpiece, material and casting requirements and process yield
- Q: Why does the surface of stainless steel casting mirror mirror ripple?
- Because the grinding machine is layer by layer. And the material inside the casting is not completely uniform.
- Q: How to get rid of casting sand inside casting parts?
- Are you saying that in the sand casting cavity? We use the manual blast, he is like a pipe will be automatic shot out of the grit, into the casting cavity, to remove the internal cavity in the purpose of casting sand!
- Q: I often see Waixiejiagong drawings, casting, how to distinguish the latheman.
- Yes, casting drawings are casting drawings with machining allowances, slopes, and gating systems
- Q: What is the reason for 304 stainless steel precision casting parts to be changed?
- Steel deformation control is one of the most common problems in the metal processing industry. Any process will occur. The casting is the largest deformation and the least fine. It is generally used to produce blank blanks
- Q: After reaming, the roughness can reach several levels, that is to say, the sample.Casting parts in rocker arm drilling, reaming, roughness, block. After reaming, the roughness can reach several levels, that is to say, the sample.
- The finish of reaming depends on the material and the sharpness of the reamer, as well as the speed and speed of the top and bottom. Marine machine tool
- Q: Does anyone know how to make precise casting parts for aerospace or manufacturers of single and small quantities of automotive parts and components, mainly in Beijing, Tianjin and Tangshan?
- List of China's military enterprises list of ten major military groupsChina Nuclear Industry Construction Group CorporationChina Aerospace Science and Technology CorporationChina Aerospace Science and Engineering CorporationChina Aviation Industry CorporationChina Aviation Industry Corporation IiChina State Shipbuilding CorporationcsicChina North Industries Group CorporationChina South Industries Group CorporationChina National Nuclear CorporationKey military enterprisesShipbuilding industry:China State Shipbuilding Corporation (South ship group), (China Shipping Group)China Shipbuilding Industry Corp (North Ship group), (China Shipbuilding Industry)Guangzhou Shipyard International Limited by Share Ltd (GSI)Jiangnan Heavy Industry Limited by Share Ltd (Jiangnan Heavy Industry)Nuclear industry:China National Nuclear Corporation (CNNC)China Nuclear Industry Construction Group Corporation
- Q: How can the casting be quenched and tempered?
- Another is the result of pre heat treatment (quenching or annealing) after quenching and tempering treatment, suitable for ZG35SiMNMo, ZG35CrMo and so on. Please tell the casting process is your product and material and then set tempered.: shutup:
- Q: Lathe processing stainless steel casting parts to use what type of tool, the speed into the amount of how much tool angle
- Processing stainless steel materials, you can use YG class tools, such as YG8, YG8N. The tool geometric parameters g0=15 degrees to 18 degrees, a0=6 degrees to 8 degrees, kr=75 degrees, ls=-5 degrees to -8 degrees; cutting amount is Vc=43 m/min, ap=0.3 to 0.5 mm, f=0.16mm/r.
Send your message to us
Casting Ductile Iron Manhole Covers with Competitive Prices in Hebei
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 100 set
- Supply Capability:
- 4166 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products





Hot products






Hot Searches

