





manhole cover, sanitary sewer manhole cover, cast iron manhole cover
- Ref Price:
-

- Loading Port:
- China Main Port
- Payment Terms:
- TT OR LC
- Min Order Qty:
- -
- Supply Capability:
- -
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








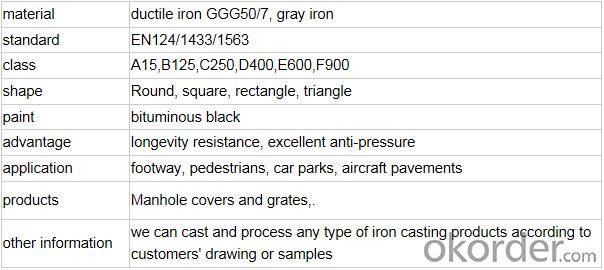
specifications
1.manhole cover
2.15 years casting experience
3.Capacity:12000 Tons
4.QA and QC each batch
D400 E600 cast iron manhole cover
|
>>Manufacturing process
1.Sample or Drawing by customer 2.Tooling proposal&Discussion 3.3D Tooling Design 4.Tooling production 5.Rough parts manufacturer 6.CNC Machining 7.Fitting&Finish 8.Tooling Measurement&Check 9.Assembly 10.Trial Production 11.Correction 12.Final Trial 13.Samples Inspection 14.Sample Approval by customer 15.Tooling Approval 16.D400 E600 cast iron manhole cover |
>>Our Features
1.Materials:Gray iron, ductile iron, malleable iron, carbon steel,Alloy steel, stainless steel, aluminum, bronze, brass,etc. 2.Standard:JIS, DIN, ASTM, BS,GOST 3.Processes:Sand Casting, Investment Casting,Precision Casting,Forging,Stamping ,CNC Machining. 4.Surface treatment :Electro Zinc Plating Hot deep zinc plating,Electrophoresis,Powder coating,Painting ,Shoot blasting etc. 5.Heat treatment :Induction furnace for raw material heating.Heat treatment of continuous quench+temper+carburization available. 6.Machining:CNC machining centers for further machining process. |
- Q: Explain the heat treatment effect of casting parts, forging parts and welding parts
- The three methods of metal processing have one thing in common. They are hot working, which are different in temperature and range of processing. Ductile cast iron is widely used because of its brittleness and poor impact. Heat treatment of cast iron usually adopts the annealing process, reduce the casting effect: 1 because of the internal stress caused by the thermal expansion and contraction, reduce the deformation after machining, decrease surface hardness, improve machining conditions;
- Q: What are the effects of stiffeners on castings, or on welded parts (for 2 tons or less), casting or weldments on stiffeners?
- 4, the performance requirements of the steel: whether castings or welding parts, there may be quality defects, but the casting will generally be worse than the weldment.You should be able to make a choice in the end.
- Q: Casting parts by shot blasting, spray painting, baking after the formation of very small rust spots, how to solve ah?
- The first process is very important. Shot blasting must be thorough. The solution is to wipe the surface of the paint with a release. Re shot
- Q: What is the difference between forging parts and casting parts?
- No, it's called die castingDifference: the die casting parts are simple in structure and large in batch sizeCasting: the use of a wide range of structures without restrictions
- Q: What kind of casting process is used for cast iron parts? And what are the cast steel parts adopted?
- Corundum sand: the main mineral composition is corundum alpha -Al2O3, used for investment casting, ceramic mold casting shell materials. The olivine sand: the main mineral composition of olivine (MgFe) 2SiO4, used in cast iron, non-ferrous alloy castings and high manganese steel casting molding sand and the core sand. Silica resources in nature resources, but suitable for casting with high SiO2 content of natural silica sand is not too much. Since 1951, China has carried out a general survey of the casting sand resources in the territory, but mainly limited to the main traffic lines and major industrial cities. Survey results show that Chinese can be used for natural silica sand casting is very rich in resources, a wide range of distribution. Inner Mongolia Zhelimumeng, natural silica sand reserves amounted to hundreds of millions of tons, the particle shape close to the circular, the content of SiO2 is about 90%. Fujian, Jinjiang Dongshan sea sand, the content of SiO2 is 94 to 98%, with a low volume of mud, are good natural silica sand. Are Duchang, Yongxiu Jiangxi County Xingzi, a large number of Quaternary lacustrine deposition of silica sand, the content of SiO2 is about 90%, low iron content, alkaline oxide less, uniform size, is a good lake sand. Guangzhou, Hunan and other places have abundant easily broken weathered sandstone, processing artificial silica sand, the content of SiO2 in more than 96%, can be used for the production of steel castings. Jiangsu Nanjing red sand, sandy mud pure, moderate, strong permeability, good viscosity, high silica content, less water, fine particles, pulls out the casting is smooth, stable quality, can be made of cast iron and non-ferrous metal parts of the sand and core sand
- Q: In theory, which is more expensive, forging parts or casting parts?
- Compared with the price, the product with the same simple structure eliminates the material factorsThe forgings must be more expensive
- Q: Casting parts have poor surface finish. What sand is used to make them?
- V casting, EPC, precision casting of the surface is good.
- Q: I often see Waixiejiagong drawings, casting, how to distinguish the latheman.
- Casting rough drawings generally no processing symbols, processing drawings indispensable is processing symbols!
- Q: The difference between cement sand castings, resin sand castings and vacuum casting parts
- The clay wet sand castings casting weight from a few kilograms until tens of kilograms, but the clay dry type of casting production can be weighed dozens of tons.For medium and large castings, cast iron, cast steel can be self hardening sand with resin can be water glass sand production, can obtain the precise size, smooth surface castings, but casting precision, surface roughness, density and microstructure, mechanical properties and material cost of sand casting production is often poor, so when the higher performance requirements of castings, should adopt other casting methods, such as casting (lost wax casting), die casting, low pressure casting.
- Q: How much is the amount of electrophoretic paint per square meter used in the casting?
- It was a very simple question, and it was complicated by what you said.In general, when the final thickness of 15-20 microns, cathode electrophoresis paint can be coated per kilogram of 6-8 square meters, the current general cathode electrophoresis paint for the price of 22 yuan / kg, so the cathodic electrophoresis electrophoresis paint cost at 4 yuan / square meters.
Send your message to us
manhole cover, sanitary sewer manhole cover, cast iron manhole cover
- Ref Price:
-
- Loading Port:
- China Main Port
- Payment Terms:
- TT OR LC
- Min Order Qty:
- -
- Supply Capability:
- -
OKorder Service Pledge
OKorder Financial Service
Similar products






Hot products






Hot Searches
Related keywords

