





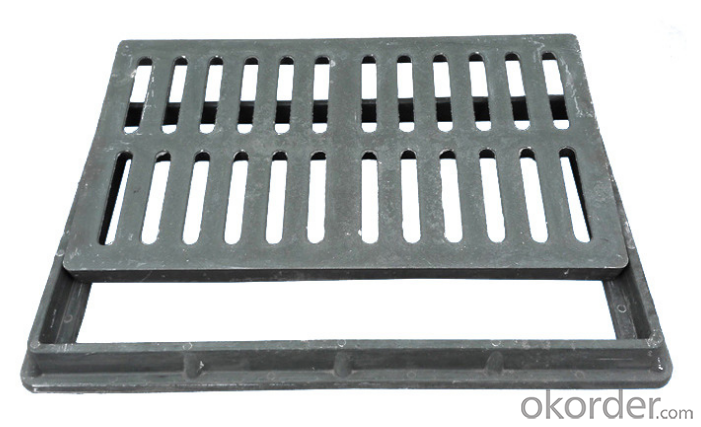




Ductile or Cast Iron Manhole Cover with Grating EN124 of High Quality
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 130 set
- Supply Capability:
- 4000 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Specification
Product Description
1) Product information:
Manhole Covers are manufactured for construction and public use. Manhole Covers shall be smooth and free from sand holes, blow holes, distortion or any other defects
2) Material
a) Ductile Iron GGG500-7 & 400-12
b) Grey Iron GG20
3) Designs
a) EN124 A15, B125, C250, D400, E600 and F900
b) A60005 for casting design
c) Major standards designs available

Specifications
Double triangle ductile iron manhole cover
1.Standard:ISO 9001 EN124 D400
2.Service:OEM
3.High quality
4.Made of ductile
| No. | Item No. | Class | Clear Opening(mm) | Frame Size(mm) |
| 1 | D80 | D400 | 700*700 | 800*800 |
| 2 | D70 | D400 | 600*600 | 703*703 |
| 3 | D60 | D400 | 500*500 | 600*600 |
| 4 | D55 | D400 | 450*450 | 550*550 |
Packaging & Shipping
Packaging: Details Pallet with bubble film, Carton or with pallet,
Delivery Detail: 30-45 days

Advantage of ductile iron
Higher quality /higher tensile
Higher security /long life
Possibilities of new locking systems

Company Information
CNBM International Corp., established in 2004, is the business entity for trade and logistic of CNBM Group.
CNBM International is highly recognized by its business partners and clients all over the world and has established good business relationship with the customers in over 160 countries and regions all over the world.
CNBM Ductile Iron manhole cover A15-F900 complying with EN 124 Standard
FAQ
1. What is your products advantage?
A. All kinds of size as customer's requirements;
B. Small quantity trial order is welcome
C. Customized design is available and free, Such as Color, Logo, Panel, Load and Dimension etc.
D. Quality control and promptly delivery
E. Good after sales service
2. What is your payment?
T/T, L/C, D/P Western Union or as customer's requirements.
3. How about the shipment?
A. Small quantity you can choose by air
B. Less than one container you can choose LCL shipment by sea
C. One container or more than one container you can choose FCL shipment by sea.
- Q: How to calculate the price of casting parts?
- According to the complexity of the workpiece, material and casting requirements and process yield
- Q: Why does the surface of stainless steel casting mirror mirror ripple?
- The surface can be improved by a little more than Xiasha
- Q: It is generally said that cast iron is re smelted by pig iron. My question is..:1 pig iron for melting iron, is directly cast into products (such as bed cover, etc.); or that is just the first pig iron smelting iron casting, such as to cover, bed and other products, will once again cast iron melt to casting?2, there are many castings to the engine. Are these castings made by the engine manufacturer themselves or bought by others?There is no need to answer all. Thank you!!!
- The first to ask, such as casting end cover, bed and other products, is to put the iron melting and casting againThe two question, their casting castings manufacturers than to buy professional casting factory production, production quality more security professional.
- Q: the parts of the threaded hole is casting, casting the hole directly, and then tapping or casting, and then punch 10When the casting is ready, punch it again before tapping it Is the hole casting good or is it punched and tapped on the drilling machine after casting?
- You need to confirm what you use tap processing, so as to determine the size of the casting hole
- Q: How to cast iron and wrought iron collocation
- 3, if you have a file in the hand, can be used to file to see finish can also make a judgment from the file down the iron can also be seen, but this is beyond your request, it can be done in the factory. 4, if placed in the grinder grinding, see iron spark from a judge or iron wrought iron, but this is only to do in the factory. About it, may not be full, but through these methods, generally can distinguish between iron or wrought iron.
- Q: Cause of choking of casting parts
- The reason is not in the coated sand, see coating gas evolution, the best use of zircon powder coating (low gas evolution), there is a mold according to a vent needle, this depends on your way is flat or vertical pouring pouring pouring, if vertical pouring, venting pin on the die, and the big piece how could the plane, pouring water flat, a breath, a taboo ah!
- Q: Where is the precision casting factory?
- Shandong, DongyingThe birthplace of precision casting
- Q: When there is no flaw detection for large casting parts, is there any crack inside?
- Cracks are considered serious levels of defects and should be repaired
- Q: What foundry factories are used in the casting parts of China's major automobile manufacturers?
- For example Changchun FAW, under a casting, two casting and other casting plant, but there are more than half of all outsourcing in Tianjin Hebei Shandong purchase, many automobile enterprises to casting foundry.
- Q: How to solve casting defect casting?
- Prevention methodReduce the gas in the metal liquid and oxidize the slag, improve the fluidity of the metal liquidIncrease pouring temperature and pouring speed, strengthen slag collection, slag block or bottom pouring bag, teapot ladle pouring, can not cut off when pouring, prevent the slag from blocking the nozzle, and cause the casting to breakIncrease the sprue and sprue height, increase the runner section area and the sprue number, and improve the filling speed and the metal hydrostatic headImprove the casting design and increase the thickness of the thin-wall part of the castingChange the pouring position and pouring system, the casting thin wall plane is located at the top and away from the gate, to prevent the filling of liquid metal splashing, eddy current, avoid metal stream in the casting thin sections or core support, cold iron, insert the confluence, when necessary, take horizontal vertical pouring cold or inclined castingIncrease the permeability of core and sand, strengthen the exhaust of mould, and the quantity of air outlet and riser should be enoughChange the size and location of the core, the inner cold iron, the core support, the internal cold iron, the insert should be no rust, no oil pollutionCheck the type, tight box, press the operation of iron is safe, to prevent running fire
Send your message to us
Ductile or Cast Iron Manhole Cover with Grating EN124 of High Quality
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 130 set
- Supply Capability:
- 4000 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products






Hot products






Hot Searches
Related keywords

