










Ductile Iron Manhole Covers with Competitive Prices Made in China
- Ref Price:
-

- Loading Port:
- Dalian
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 100 kg
- Supply Capability:
- 4100 kg/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Specification
Product Description
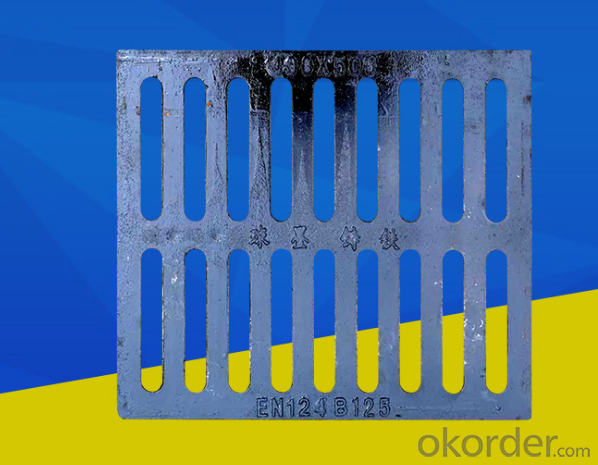
1. Material: cast iron,ductile iron,malleable iron
2. Duty:EN124 A15 B125 C250 E600 F900
3. Color:gray
4. Design:We can provide OEM services
5. Expressway, sidewalk, park, garden, amunicipal pipeline, telecommunication, water and electrical power projects all will be avialable.
Packaging and Delivery
1.Packaging: Details Pallet with bubble film, Carton or with pallet,
2.Delivery Detail: 8 days if your order is 20"container
Specifications
| No. | Item No. | Class | Clear Opening(mm) | Frame Size(mm) | Frame Size(mm) | Unit Weight (kg/set) |
| 1 | PCE300 | C250 | 200×200 | 300×300 | 35 | 8 |
| 2 | PCE400 | C250 | 300×300 | 400×400 | 40 | 22 |
| 3 | PCE500 | C250 | 400×400 | 500×500 | 45 | 26 |
| 4 | PCE550 | C250 | 500×500 | 550×550 | 45 | 30 |
Pictures



Company Information
CNBM International Corporation (CNBM International) is the most important trading platform of CNBM Group Corporation,state-owned company under the direct supervision of State-owned Assets Supervision and Administration Commission of the State Council.
In line with the business, CNBM International launched E-business platform Okorder.com.
FAQ
1.Can I get free samples?
A: Yes, we can provide you the free samples, but you need to bear their own delivery costs.
2. Can I request to change the form of packaging and transportation?
A: Yes, We can change the form of the packaging and transportation according to your request, but you have to bear their own costs incurred during this period and the spreads.
3. Can I request to advance the shipment?
A: It should be depends on whether there is sufficient inventory in our warehouse.
4. Could you specially design and produce for clients?
A: Sure, we have all kinds of professional engineers.We can design and produce special products according to customers' request. Such as: special size, special control, OEM, etc.
- Q: What are the factors affecting the machining process of the casting material and structure?
- As for the metallographic structure, usually the finished products after casting are treated by heat treatment. The mechanical properties of the carbon steel after heat treatment (quenching and tempering) are detected. The stainless steels are treated by heat treatment (solid solution, etc.) and the metallographic structure is analyzedThere is a lot of talk and a bit of confusionIf you have a specific brand, you can search for Baidu or buy tools
- Q: What are the requirements for casting steel castings?
- 2, the plane should be placed on the following.3, thin parts should be placed below.
- Q: What are the effects of stiffeners on castings, or on welded parts (for 2 tons or less), casting or weldments on stiffeners?
- 3, weight: if reinforcement in products, casting weight is generally greater than the welding parts (the internal organizational structure and mode of production determines the mechanical properties of materials, so it determines the weight of the product), considering the cost of transportation, certain priority structure.
- Q: After reaming, the roughness can reach several levels, that is to say, the sample.Casting parts in rocker arm drilling, reaming, roughness, block. After reaming, the roughness can reach several levels, that is to say, the sample.
- The finish of reaming depends on the material and the sharpness of the reamer, as well as the speed and speed of the top and bottom. Marine machine tool
- Q: How to cast iron and wrought iron collocation
- 2, listen: Pig beating sound boring, wrought iron beating sound loud.
- Q: For example, casting parts contain many holes, inclusions and other defects, the size and the number of holes exceed which limit is not qualified
- According to the grade of the parts, according to the relevant standards, the regular drawings will be noted in the technical requirements of the parts.
- Q: As shown, how do I achieve the tightness test of this product, and achieve industrial production? Seek expert advice.
- Precise and tight sealing of the surface to which the test piece is to be tested, equipped with an airtight test instrument, and an electrical control system. You can complete automated testing equipment
- Q: Heat treatment process and purpose of casting parts
- Methods: artificial aging or natural aging (also called normalization) treatment.Artificial aging: heating to 2-3 Baidu, it is best to apply mechanical vibration, and maintain a period of time.
- Q: Can the casting part be phosphating with the phosphating solution of the pickling board?
- If it is Phosphating for painting, it is not necessary, because the surface of the casting is rough and can be firmly bonded with the paint film.
- Q: The difference between sheet metal and casting parts
- Commonly used in machine tools casting material is gray cast iron, casting bearing alloys can also be.
Send your message to us
Ductile Iron Manhole Covers with Competitive Prices Made in China
- Ref Price:
-
- Loading Port:
- Dalian
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 100 kg
- Supply Capability:
- 4100 kg/month
OKorder Service Pledge
OKorder Financial Service
Similar products





Hot products






Hot Searches

