









Ductile and Casting Iron Manhole Cover with OEM Service
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 110 kg
- Supply Capability:
- 4100 kg/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Specification
Product Detail
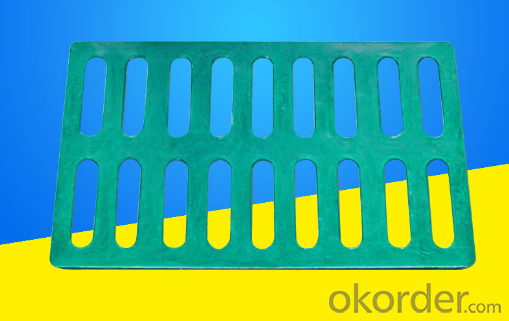
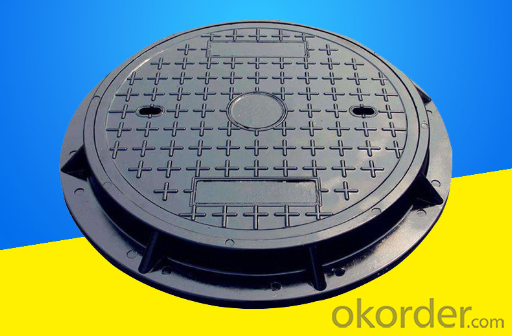
Material: Cast(Grey) Iron (GG 20, GG 25) and Ductile(SG) Iron(GGG 50).
Sizes: 300 mm X 300 mm (11.81" X 11.81") clear opening to 1200 mm X 1200 mm (47.2" X 47.2") clear opening.
Load Rating: A15, B125, C250, D400, E600 and F900
Painting: Black Bitumen, Epoxy and other paint as per provided by customers.
Other Features: Hinging, Locking provision available, Leak proof and customized designed available.
Advantage of ductile iron
Good compressive, bending and impact strength, anti-corrosion, not rust, long service life (at least 30 years).
The quality meets the same kinds cast ion manhole covers but the cost is 30% lower than. Contain no metal and no recovery value, anti-theft.


Packaging & Shipping
Packaging: Details Pallet with bubble film, Carton or with pallet,
Delivery Detail: 30-45 days
Our Company
We take pride to introduce ourselves as the leading manufacturer and professional supplier of various Ductile Iron Manhole covers in China with total annual capacity 50,000 MT.
CNBM manhole cover regard quality as the essential factor leading to successful business. After years of efforts, CNBM manhole cover have built up great reputation in terms of quality and service among domestic and overseas customers. Our customer come from America, Morocco , saudi arabia, Iran , Algeria and so on
CNBM Ductile Iron manhole cover A15-F900 complying with EN 124 Standard
FAQ
Why imported Composite Manhole cover/Grating fromChina?
1. Very competitive price, it will save you third or even half cost;
2.Good quality, don't worry much about the quality, actually, most of the building materials you buy from Miami, Dubai ,Italy, South Africa or your local market are imported from China. So why not buy direct from China. The key point is to find a reliable supplier who is honest and professional to take care of the quality and delivery time.
3.Chinahas full range of Manhole covers which Follow En124 for your market, like A15,B125,C250,D400.
Specification

- Q: What are the casting parts used to test shrinkage holes?
- 1. anatomy. It is easy to slack off by sawing and machining.
- Q: How do casting parts remove stress?
- Annealing treatment, according to different casting annealing treatment, eliminate thermal stress, if need to restore hardness or increase hardness, and then quenching treatment
- Q: Is the cast steel a casting part?
- Cast steel is one of the casting parts that you call. The material is made of carbon steel or alloy steel, stainless steel, etc. the method is cast
- Q: Selection of hydraulic press is the casting parts and steel plate welding, how to choose?
- Casting parts in one shape, the overall processing in this regard than steel plate welding better. The same price is much more expensive than steel. Large hydraulic presses seldom have casting parts.
- Q: In theory, which is more expensive, forging parts or casting parts?
- Compared with the price, the product with the same simple structure eliminates the material factorsThe forgings must be more expensive
- Q: After reaming, the roughness can reach several levels, that is to say, the sample.Casting parts in rocker arm drilling, reaming, roughness, block. After reaming, the roughness can reach several levels, that is to say, the sample.
- Not processed, do not understand your problem... There's something wrong with the drilling machine. Please call me
- Q: What should I pay attention to when designing a casting structure?
- The basic structure of unit 3 in the design of metal casting casting and its parameters are selected, usually should also pay attention to: (1) because of the metal type heat quickly, so the metal type casting minimum wall thickness should be bigger than the sand casting casting casting; (2) the inner wall of the internal ribs and the thickness of a should be connected the outer wall thickness of 0.6 to 0.7, or as the inner wall (rib) cold slowly, cracks in the wall at the junction in the casting shrinkage; (3) to prevent generating white grey cast iron, in addition to taking measures in the process, must make the wall thickness is not too thin (some information that cast fillet at the corner of the wall thickness of 15mm or more, with metal casting casting must be in the corner, for Aluminum Alloy, metal casting magnesium alloy castings shall not be less than 3 ~ 4m; (4) because of the metal type and the core that, for To facilitate the extraction of castings and casting out type, slope casting should be suitably large than sand casting metal casting, the general should be 30% ~ 50%, it should be pointed out that in addition to the height of the slope of casting size and alloy type, wall, is also related to the casting surface position, where the cooling and contraction of the metal type the surface of casting surface can be designed from the tendency of small inclination, while casting shrinkage tend to be pressed on the surface of metal casting type should be given greater inclination.
- Q: Question, such as title, I hope I don't copy the definition of rolling and casting in Baidu encyclopedia, thank you
- The performance is too extensive, I think the following several people all fall into the erroneous zone directly, the performance includes a series of aspects:Mechanical properties: tensile strength, yield strength, elongation and contraction ratio of section and impact toughness after etc.
- Q: How do you mark it on the drawing? Do you need to discuss it with the manufacturer?Because the casting allowance is the standard, then, after all, is the theoretical value, the actual level depends on the manufacturer, so is it necessary to ask the manufacturer?
- The general foundry casting technology division will mark put shrinkage and the allowance of the map in your chart (usually with the red pen) for the production of wood or other material wood workers die drawings.
- Q: Can the casting part be phosphating with the phosphating solution of the pickling board?
- Phosphating. But it's not necessary. Because casting parts have strong corrosion resistance.
Send your message to us
Ductile and Casting Iron Manhole Cover with OEM Service
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 110 kg
- Supply Capability:
- 4100 kg/month
OKorder Service Pledge
OKorder Financial Service
Similar products






Hot products






Hot Searches

