







Rubber End Hose with Two Side Couplings Working Pressure 85 Bar 3M*DN75
- Ref Price:
-

- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 10 pc
- Supply Capability:
- 5000 pc/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like







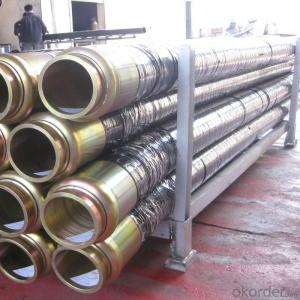
Product Description:
The 3M*DN75 rubber end hose with two side couplings, normally the hoes is made by NR and reinforced by four layer steel wire, and the two couplings at each side are made by steel material No.ST52, 20#, 37MN5, with hot treatment according to customer’s requests, and also package in bundles or nude packing directly put into container.
Scope of Application of the hose
The 3M*DN75 rubber end hose is a concrete delivery for combined use with other concrete pipelines in concrete placement operations. It can be widely used in the construction of various types of concrete structures like industrial and civil buildings, bridges, roads, and other types of infrastructure.
Product Advantages:
OKorder's 3M*DN75 rubber end hose Channels are durable, strong, and safety. We are the biggest group in this business filed and the majority resources are under our control, which is make sure the delivery time and qualified products, meanwhile we have more than 20 overseas branches our people will go to visit customer very fast for more convenient communication.
Main Product Features:
High safety.
· Professional Service
· Competitive pricing
Measuring of wall thickness from the outside
Low purchase cost
FAQ:
Q1: How do we guarantee the quality of our products?
A1: We have established an advanced quality management system which conducts strict quality tests at every step, from raw materials to the final product. At the same time, we provide extensive follow-up service assurances as required.
Q2: How soon can we receive the product after purchase?
A2: Within three days of placing an order, we will book the vessel for goods. The specific shipping date is dependent upon international and government factors, but is typically 7 to 30 workdays.
Q3: If we can produce some pipes according to customers request?
A3: Yes, we can produce Concrete Placing Boom according to the difference country situations to make it suitable to the market and customers. We have very professional technical team to make the design.
Name | Concrete Pump Rubber Hose | |||||
Size | ID | OD | Number of layer | Work pressure | bursting pressure | weight |
3.5" | 113 | 2 | 1200psl | 3000psl | 6.8kg/m | |
4" | 128 | 2 | 1200psl | 3000psl | 7.8kg/m | |
5" | 154 | 2 | 1200psl | 3000psl | 10kg/m | |
5" | 154 | 4 | 1200psl | 3000psl | 12kg/m | |
6" | 181 | 2 | 1200psl | 3000psl | 15kg/m | |
Other size and types upon request | ||||||
Usual Size | 4"-DN80, 5" -DN125, 6"-DN150 | |||||
Material | natrual rubber,steel wire | |||||
Technic | steel wire weaving,composite molding | |||||
Application | used in concrete transport of concrete pump end in construction work | |||||
Serving Brands Of Mounted Truck Concrete Pump And Concrete Pump | SANY,Zoomlion,PM,CIFA and so on | |||||



- Q: What are the different types of concrete pump wear rings?
- There are several different types of concrete pump wear rings that are commonly used in the construction industry. The most common types include: 1. Metallic Wear Rings: These wear rings are typically made of hardened steel or stainless steel. They are highly durable and can withstand the abrasive nature of concrete. Metallic wear rings are designed to be long-lasting and provide excellent wear resistance. 2. Polyurethane Wear Rings: Polyurethane wear rings are made from a high-performance polymer material. They are known for their exceptional resistance to abrasion, impact, and chemical exposure. Polyurethane wear rings are often preferred for their flexibility and ability to provide a tight seal, reducing leakage and improving pump performance. 3. Ceramic Wear Rings: Ceramic wear rings are made from a high-density ceramic material, such as alumina or zirconia. They are extremely hard and have excellent resistance to wear and corrosion. Ceramic wear rings are commonly used in high-pressure applications where there is a need for superior durability and performance. 4. Composite Wear Rings: Composite wear rings are made by combining different materials, such as metal and polymer, to create a hybrid material. These wear rings offer the advantages of both materials, such as the strength of metal and the flexibility of polymers. Composite wear rings are often used in applications where a balance between durability and flexibility is required. Each type of wear ring has its own unique advantages and considerations. The choice of wear ring depends on various factors, such as the specific application, operating conditions, and budget constraints. It is important to consult with experts or manufacturers to determine the most suitable wear ring for a concrete pump.
- Q: How often should hopper cylinders be inspected or replaced in a concrete pump?
- To ensure optimal performance and prevent potential malfunctions, it is essential to regularly inspect hopper cylinders in a concrete pump. The frequency of inspections and replacements depends on various factors, such as usage intensity, the type of concrete being pumped, and the overall condition of the equipment. As a general recommendation, it is advised to inspect hopper cylinders at least once a month or after every 100 hours of operation, whichever comes first. During these inspections, thoroughly examine the cylinders for any indications of wear, corrosion, or damage. Additionally, check the functioning of the seals, gaskets, and other components connected to the cylinders. Nevertheless, it is crucial to note that the inspection frequency may need to be increased if the pumped concrete contains abrasive materials or if the pump operates in harsh environmental conditions. In such situations, more frequent inspections and replacements may be necessary to prevent unexpected breakdowns and costly repairs. Ultimately, the objective is to maintain the hopper cylinders in a good state and promptly address any issues. Regular inspections, along with routine maintenance and proper cleaning, can significantly extend the lifespan of the cylinders and ensure the concrete pump operates efficiently and safely.
- Q: Can I get spare parts for concrete pump hopper agitators and vibrators?
- Yes, you can get spare parts for concrete pump hopper agitators and vibrators.
- Q: What are the different types of concrete pump hydraulic filters?
- There are several different types of concrete pump hydraulic filters that are commonly used in construction projects. These filters play a crucial role in ensuring the smooth operation and longevity of the hydraulic system in concrete pumps. 1. Suction filters: These filters are located at the intake side of the hydraulic pump and are responsible for removing larger particles and debris from the hydraulic oil. They prevent the pump from drawing in contaminants that can cause damage to the pump and other components. 2. Return line filters: Positioned on the return line of the hydraulic system, these filters are designed to remove smaller particles and contaminants from the hydraulic oil before it is returned to the reservoir. They help maintain the cleanliness of the hydraulic oil, preventing wear and tear on the system. 3. Pressure line filters: These filters are installed on the high-pressure side of the hydraulic system, typically after the hydraulic pump. They are responsible for removing fine particles and contaminants from the oil, ensuring the smooth operation of valves, cylinders, and other hydraulic components. 4. In-tank filters: These filters are submerged in the hydraulic oil reservoir and are used to filter the oil as it circulates through the tank. They are effective in removing larger particles and contaminants that may have settled at the bottom of the reservoir. 5. Magnetic filters: These filters utilize magnets to attract and remove metallic particles from the hydraulic oil. They are particularly effective in capturing ferrous contaminants, such as iron filings and metal shavings. 6. Breather filters: These filters are installed on the breather vent of the hydraulic oil reservoir. They prevent dust, dirt, and moisture from entering the system, maintaining the cleanliness and integrity of the hydraulic oil. It is important to regularly inspect and replace these hydraulic filters to ensure optimal performance and longevity of the concrete pump's hydraulic system. Failure to do so can result in increased wear and tear, decreased efficiency, and potential damage to the pump and other components.
- Q: How long does a concrete pump piston typically last?
- The duration of a concrete pump piston's life can differ based on various factors. Typically, a concrete pump piston will endure approximately 20,000 to 40,000 cubic yards of pumping. However, this approximation can be influenced by multiple aspects, including the concrete's quality, pump maintenance and care, operating conditions, and operator expertise. Consistent maintenance and servicing, which encompass cleaning and lubricating the piston, can considerably lengthen its lifespan. It is crucial to regularly assess the wear and tear of the piston to guarantee its optimal performance and replace it as needed.
- Q: How can a damaged concrete pump piston affect the pumping efficiency?
- A damaged concrete pump piston can significantly affect the pumping efficiency by compromising the seal between the piston and cylinder. This can lead to leakages and loss of pressure, resulting in reduced pumping force and efficiency. Additionally, a damaged piston can cause irregular movements and vibrations, leading to instability and potential damage to other components of the pump. Overall, a damaged concrete pump piston can hinder the smooth flow of concrete, decrease output, and require more energy to operate, ultimately affecting the pumping efficiency.
- Q: How often should concrete pump filters be inspected and replaced?
- Regular inspections of concrete pump filters are recommended, ideally once a week. The replacement frequency will vary based on factors such as pump type, concrete quality, and working conditions. Typically, clogged or inefficient filters should be replaced. This can happen every few weeks to a few months. It is essential to keep filters clean and functional to avoid blockages, improve pump performance, and prolong equipment lifespan.
- Q: How can a faulty pressure gauge affect the concrete pumping process?
- A faulty pressure gauge can significantly impact the concrete pumping process in several ways. Firstly, it may provide inaccurate readings, leading to an incorrect assessment of the pressure within the system. This can result in either excessively high or low pressure being applied during the pumping process, which can lead to various issues. If the faulty pressure gauge displays a higher pressure than the actual value, it may cause over-pressurization of the concrete pump. This can lead to potential damage to the equipment, such as burst hoses or pipes, which can be dangerous for workers nearby. Additionally, excessive pressure can cause the concrete to be pumped too forcefully, potentially leading to the material splattering or leaking from the delivery system, resulting in wastage and an uneven distribution of the concrete. On the other hand, an incorrectly low pressure reading from the faulty gauge can have its own set of problems. Insufficient pressure within the pumping system can result in the concrete not being adequately delivered to the desired location. This can cause delays in the construction process and result in uneven or incomplete concrete placement, affecting the integrity and strength of the structure being built. Moreover, a faulty pressure gauge may also contribute to inaccurate monitoring of the concrete's slump or consistency. The pressure gauge is often used as an indicator of the concrete's flowability, and if the gauge is faulty, it may provide misleading information about the material's workability. This can result in the concrete mix being either too fluid or too stiff, leading to difficulties in pumping and potentially compromising the quality of the finished concrete structure. In conclusion, a faulty pressure gauge can have severe consequences on the concrete pumping process. It can lead to over-pressurization, material wastage, uneven distribution, delays in construction, and compromised concrete quality. Therefore, it is crucial to regularly inspect and maintain pressure gauges to ensure their accuracy and reliability, promoting safe and efficient concrete pumping operations.
- Q: How often should concrete pump cylinders be inspected and replaced?
- Concrete pump cylinders should be inspected regularly, ideally on a daily basis, to ensure they are in proper working condition. The frequency of replacement depends on several factors including the intensity of usage, maintenance practices, and the quality of the concrete being pumped. Generally, concrete pump cylinders should be replaced when they show signs of significant wear and tear or when they no longer meet the required performance standards.
- Q: What are the advantages of using ceramic components in concrete pump spare parts?
- There are several advantages of using ceramic components in concrete pump spare parts. Firstly, ceramic materials are known for their exceptional hardness and wear resistance, making them highly durable and long-lasting. This means that ceramic components in concrete pump spare parts will withstand the abrasive nature of concrete and other materials, reducing the frequency of replacements and increasing the overall lifespan of the equipment. Secondly, ceramic components offer excellent corrosion resistance, especially when compared to traditional metal parts. This is particularly important in the concrete pumping industry, as concrete contains various chemicals and substances that can cause corrosion in metal components over time. By using ceramic parts, the risk of corrosion and subsequent equipment failure is significantly reduced, leading to lower maintenance costs and improved operational efficiency. Additionally, ceramic components have excellent thermal and electrical insulation properties. This means that they can withstand high temperatures without deforming or losing their structural integrity. In concrete pumping applications, where high temperatures can be generated due to friction and pressure, using ceramic parts ensures the equipment's reliability and performance. Lastly, ceramic components are known for their lightweight nature. Compared to metal parts, ceramic components are lighter, contributing to overall weight reduction of the equipment. This not only makes it easier to transport and handle the spare parts but also reduces the strain on the equipment, ultimately improving its efficiency and reducing energy consumption. Overall, the advantages of using ceramic components in concrete pump spare parts include superior hardness, wear resistance, corrosion resistance, thermal and electrical insulation, and lightweight properties. These benefits contribute to longer equipment lifespan, reduced maintenance costs, improved reliability, and enhanced operational efficiency in the concrete pumping industry.
Send your message to us
Rubber End Hose with Two Side Couplings Working Pressure 85 Bar 3M*DN75
- Ref Price:
-
- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 10 pc
- Supply Capability:
- 5000 pc/month
OKorder Service Pledge
OKorder Financial Service
Similar products


Hot products






Hot Searches
Related keywords

