











Light Duty Casting Iron Manhole Cover with High Quality and Best Price
- Ref Price:
-

- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 105 set
- Supply Capability:
- 4000 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Specification
Product Description
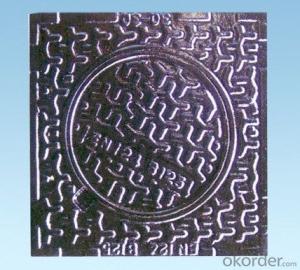
product name: ductile iron manhole cover
1. material: cast iron, ductile iron, malleable iron
2. duty: EN124 A15 B125 C250 D400 E600 F900
3. color: black green gray and etc.
4. design: we can provide OEM service, according your design to do moulds, surface and logo.
5. application: expressway, sidewalk, park, garden, municipal pipeline, telecommunication, water and electrical power projects.


Advantages
Good compressive, bending and impact strength, anti-corrosion, not rust, long service life (at least 30 years).
The quality meets the same kinds cast ion manhole covers but the cost is 30% lower than.
Contain no metal and no recovery value, anti-theft.
Features
1.High Intensity
It adopts macromolecule complex material and reinforcing steel bar moulded by high temperature and press at one time.
2.Durable
Acid-alkali and corrosion resistance; anti-rust; insulation; weatherability; excellent anti-pressure capability.
3.Unique appearance
Rich colors;the cover is not sprayed in surface but painted in whole material so that the color can keep lasted.
Specifications

Our company
Ductile Iron Manhole Cover and Grating
CNBM International Corp., established in 2004, is the business entity for trade and logistic of CNBM Group. CNBM International is highly recognized by its business partners and clients all over the world and has established good business relationship with the customers in over 160 countries and regions all over the world.
FAQ
Why imported Composite Manhole cover/Grating fromChina?
1. Very competitive price, it will save you third or even half cost;
2.Good quality, don't worry much about the quality, actually, most of the building materials you buy from Miami, Dubai ,Italy, South Africa or your local market are imported from China. So why not buy direct from China. The key point is to find a reliable supplier who is honest and professional to take care of the quality and delivery time.
3.China has full range of Manhole covers which Follow En124 for your market, like A15,B125,C250,D400.
- Q: What are the requirements for casting steel castings?
- 2, the plane should be placed on the following.3, thin parts should be placed below.
- Q: Why do cheap cars like stamping parts instead of casting parts?
- Separation process is also called blanking, the purpose is to make the stamping parts along a certain contour line from the sheet metal separation, at the same time guarantee the quality requirements of the separation section. Stamping is a highly efficient production methods, the use of compound die, especially the multi station progressive die stamping process can be completed in a multi machine, realized by belt uncoiling, leveling, punching, forming and finishing automatic production. High production efficiency, good working conditions, low production costs, can produce hundreds of parts per minute. The purpose of forming processes is to allow the sheet to undergo plastic deformation without breaking the billet and to make the desired shape and size. In actual production, a variety of processes are often applied to a workpiece. Blanking, bending, shearing, drawing, bulging, spinning, and straightening are the main types of stamping machines.
- Q: Casting parts by shot blasting, spray painting, baking after the formation of very small rust spots, how to solve ah?
- The first process is very important. Shot blasting must be thorough. The solution is to wipe the surface of the paint with a release. Re shot
- Q: The casting sand is going on
- 2, causes(1) sand mold (core) strength is not high, when the box a little reason will fall off.(2) the strength of sand mould (core) is not high, it can not stand the erosion of molten steel.(3) box sand mould (core) crush.(4) high strength under high temperature, warpage, deformation and protuberance into the cast steel under the action of high temperature molten steel.(5) the floating sand in the air hole of the sand mold falls, especially when the floating sand falls in the casting, and the floating sand on the surface of the sand mold is easy to fall through the air vent.(6) when the box is closed, the surface of the mold cavity and the surface of the sand core are not cleaned, and the sand (core) surface has floating sand and so on.
- Q: Selection of hydraulic press is the casting parts and steel plate welding, how to choose?
- Casting parts in one shape, the overall processing in this regard than steel plate welding better. The same price is much more expensive than steel. Large hydraulic presses seldom have casting parts.
- Q: What's the density of the cast iron? The density is thin and the density is thin
- Generally cast iron thick place, density is empty, thin place density a little more.
- Q: What should I pay attention to when designing a casting structure?
- The basic structure of unit 3 in the design of metal casting casting and its parameters are selected, usually should also pay attention to: (1) because of the metal type heat quickly, so the metal type casting minimum wall thickness should be bigger than the sand casting casting casting; (2) the inner wall of the internal ribs and the thickness of a should be connected the outer wall thickness of 0.6 to 0.7, or as the inner wall (rib) cold slowly, cracks in the wall at the junction in the casting shrinkage; (3) to prevent generating white grey cast iron, in addition to taking measures in the process, must make the wall thickness is not too thin (some information that cast fillet at the corner of the wall thickness of 15mm or more, with metal casting casting must be in the corner, for Aluminum Alloy, metal casting magnesium alloy castings shall not be less than 3 ~ 4m; (4) because of the metal type and the core that, for To facilitate the extraction of castings and casting out type, slope casting should be suitably large than sand casting metal casting, the general should be 30% ~ 50%, it should be pointed out that in addition to the height of the slope of casting size and alloy type, wall, is also related to the casting surface position, where the cooling and contraction of the metal type the surface of casting surface can be designed from the tendency of small inclination, while casting shrinkage tend to be pressed on the surface of metal casting type should be given greater inclination.
- Q: How do you mark it on the drawing? Do you need to discuss it with the manufacturer?Because the casting allowance is the standard, then, after all, is the theoretical value, the actual level depends on the manufacturer, so is it necessary to ask the manufacturer?
- Casting parts do not need to provide drawings of casting blank, the casting factory according to your drawings in the required surface will be sufficient allowance, and the rest of the size according to the mechanical design manual and the casting manual can be found. The general foundry casting technology division will mark put shrinkage and the allowance of the map in your chart (usually with the red pen) for the production of wood or other material wood workers die drawings.
- Q: Why do casting parts have air holes?
- First, from the source, tools, raw material drying, in the process of melting into the reaction gas, another influence is pouring process, such as high temperature solidification gas dissolved too much after not excluded. The method can adjust the pouring temperature properly, control the source of gas (drying and controlling the inoculant, especially the content of magnesium), and add cooling iron to change the solidification mode. It depends on what kind of casting you are. You can't make it clear at once. And molding sand relationship is mainly water content and permeability, brush coating resin content.
- Q: In the design of casting steps and precautions, for casting design, we have what experience?.
- A: in the design of metal castings in a complex shape, if the production process is very difficult, should not affect the casting conditions, try to make the casting has simple shape, strong structure change, removed from metallic die for.
Send your message to us
Light Duty Casting Iron Manhole Cover with High Quality and Best Price
- Ref Price:
-
- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 105 set
- Supply Capability:
- 4000 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products




Hot products






Hot Searches

