

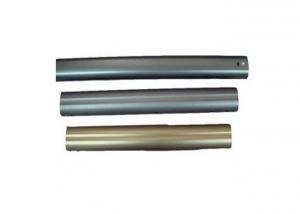
Custom Aluminium Shaft with High Precision
- Ref Price:
-

- Loading Port:
- China Main Port
- Payment Terms:
- TT or LC
- Min Order Qty:
- 1 Piece pc
- Supply Capability:
- 5000 Pieces per Month pc/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like







1)Japanese standard
2)Max. precision 0.005mm
3)Mainly export to Japan
4)aluminium shaft
5)Custom service
Material available | |
Carbon Steel | Stainless Steel 304/314/316 etc |
Tool Steel | Aluminum 2024/5052/6061/7075 |
Brass/Copper/Bronze | POM/Acrylic/Plastic/Nylon |
Machining Service | |
CNC machining | Lathe Machining |
Milling | Stamping and bending |
Precision Welding | Wire Cutting |
Fixtures and jigs | |
Finish Available | |
Polishing | Zinc/Nickel/Chrome Plating |
clear/black/blue anodizing, sandblast | black oxide |
powder coating | painting |
Features | |
Strict QC and reliable quality | on-time delivery |
small order acceptable | custom service by drawing or sample |
Main Clients | |
CANON, DENSO,OMRON,RICOH,MISUMI etc | |
- Q: Is this a standard part, or is it only required to buy the finished products from other factories, or do you want to design and size it yourself?
- According to the specifications of the tools you have used before
- Q: Pull the rifling when rotating or broach tube rotation or both rotation??
- The barrel to fixed wire using rotary broach rifling
- Q: Hope to find a complex tool to do good enterprises, especially broaches do good, quality and Harbin first tool factory and other veteran manufacturers almost or almost no, but the price is relatively cheap, a lot of, thank you
- If the broach requires high accuracy. Find a good factory. If you are producing or looking for cheap private companies, you can use the same price difference.
- Q: Why is the tooth shape of broach oblique?
- It is with the direction of stress are related, when people use a hacksaw is thrown, so
- Q: Know how to draw Broaches for involute internal spline parameters
- To pull or spline spline, spline parameter is of course laane for internal spline broach;There are many factors in designing broaches, such as machine tool chucks, maximum broaching length, dimension and so on;General to broach company can do, they know how to do, need what parameter will provide.The spline joint is composed of inner spline and outer spline. The internal and external splines are all multi tooth parts, the splines on the inner cylinder surface are internal splines, and the splines on the outer cylinder surface are external splines. Obviously, the spline connection is the development of the number of flat key connections. Splines are standard structures.
- Q: Ask, what does broach mean?
- Gold is a skill with physical attacks, called with tremendous effort
- Q: Why don't carbon tools steel be used to make Broaches and gear cutters?
- Carbon tool steel is cheap and easy to forge, and its machinability is better. The main disadvantage of carbon tool steel is its poor hardenability. It needs water, brine or alkaline water quenching. The tendency of distortion and cracking is great, and its abrasion resistance and thermal strength are very low. Therefore, carbon tool steel can only be used to make some small hand tools or woodworking tools, and the accuracy requirements of the small cold is not high, simple shape, small size, light load of mold, such as used in the manufacture of small punch, scissors, die, cold die etc..Broaches and gear cutters are usually made of high speed steel
- Q: Microcrystalline stone tile for broach can open it
- The microcrystal surface will collapse
- Q: Machining center spindle broach can not reach the designated position, how to adjust?
- The spring mattress on the pull rod in the spindle is broken, so replace it all
- Q: CNC Lathe Feed base surface is floating, there is no good way to solve?
- I've been troubled by this problem for a long time. Just as if the needle and double processing, the depth of the top pinhole inconsistency is unable to determine the base. It's impossible for every piece of work to have a knife once,
1. Manufacturer Overview
| Location | Guangdong,China |
| Year Established | 2012 |
| Annual Output Value | US$5 Million - US$10 Million |
| Main Markets | North America South America Eastern Europe Oceania Mid East Eastern Asia Western Europe Central America Northern Europe Southern Europe |
| Company Certifications | ISO 9001:2008 |
2. Manufacturer Certificates
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period |
3. Manufacturer Capability
| a) Trade Capacity | |
| Nearest Port | Shenzhen,shenzhen shekou |
| Export Percentage | 81% - 90% |
| No.of Employees in Trade Department | |
| Language Spoken: | English, Chinese |
| b) Factory Information | |
| Factory Size: | Below 1,000 square meters |
| No. of Production Lines | Above 10 |
| Contract Manufacturing | OEM Service Offered Design Service Offered Buyer Label Offered |
| Product Price Range | Average |
Send your message to us
Custom Aluminium Shaft with High Precision
- Ref Price:
-
- Loading Port:
- China Main Port
- Payment Terms:
- TT or LC
- Min Order Qty:
- 1 Piece pc
- Supply Capability:
- 5000 Pieces per Month pc/month
OKorder Service Pledge
OKorder Financial Service
Similar products





Hot products




Hot Searches

