



Manhole Cover Heavy Duty Base with Round Cover
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1000 m.t.
- Supply Capability:
- 100000 m.t./month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Specification
1.Ductile Iron Manhole Cover Description :
A manhole cover sits on metal base, with a smaller inset rim which fits the cover. The base and cover are sometimes called "castings", because they are usually made by a casting process, typically sand-casting techniques.
Advantages: Good compressive, bending and impact strenth,anti-corrosion, not rust, long service life(at least 30 years). The quality meets the same kinds cast ion manhole covers but the cost is 30% lower than. Contain no metal and no recovery value, anti-theft.
2.Main Features of the Ductile Iron Manhole Cover:
•High endurance
•High Strength
•Pressure Resistence
•Anti-corrosion
•Anti-theft
•Good visual effect
Safety options
There is no metal contain, directly reducing potential accident or further maintenance costs caused by thieves. Anti-slip surface offer a safe road condition even in extreme weather.
Light weight
Compared with cast iron manhole cover, FRP manhole cover is 30% lighter.
Light weight allows more loading per vehicle, more convenient transportation and economical savings.
Allows a safer working condition, which single workers is enough for installation without risk of injury.
Long service life
Strong resistance of acid, alkali, weathering, anti corrosion of water, dust, manhole covers used for gas are well sealed which prevent poisonous gas leaking.
Temperature tolerance is at the range of -40°C-200°C.
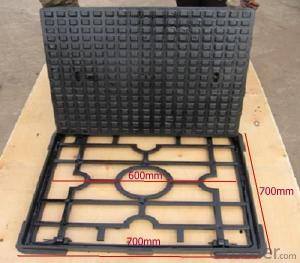
3.Manhole Cover Images:


4.Manhole Cover Specifications:
1) Production information
Manhole cover are manufactured for construction and public use. Manhole cover shall be smooth and free sand holes, blow holes, distortion or any other defects
2) Material
A) Ductile iron GGG50
B) Grey iron GG20
3) Designs
A) EN124 Class B125 C250 D400 F 900, with different size and grammage, or as customers' requirement.
B) as per customers' drawing or samples
5.FAQ:
Q. I have a heavy traffic manhole cover but it has been broken by a forklift, why?
A. Forklifts have solid wheels which apply pressure differently to standard pneumatics and therefore covers must be specially adapted to suit this.
Q. I’ve measured my clear opening size but none of your covers match it, can you offer anything?
A. It’s likely that your cover is quite old and in imperial measurements which are no longer manufactured. However, we can offer bespoke solutions with manhole covers made to the specification you require.
Q. The project I’m working on requires a manhole cover with a quality finish, what’s available?
A. Naturally, galvanised steel of black polypropylene aren’t always ideal, and so we offer brass or stainless steel edging, as well as complete stainless steel covers.
- Q: How to get rid of casting sand inside casting parts?
- Are you saying that in the sand casting cavity? We use the manual blast, he is like a pipe will be automatic shot out of the grit, into the casting cavity, to remove the internal cavity in the purpose of casting sand!
- Q: In theory, which is more expensive, forging parts or casting parts?
- The structure of the casting is relatively flexible in design, and the modeling is easy to realize.
- Q: After reaming, the roughness can reach several levels, that is to say, the sample.Casting parts in rocker arm drilling, reaming, roughness, block. After reaming, the roughness can reach several levels, that is to say, the sample.
- Not processed, do not understand your problem... There's something wrong with the drilling machine. Please call me
- Q: What are the causes of pitting on the surface of a precision casting?
- The quality of the shell surface is out of order. Or shot blasting out of question.
- Q: How do you mark it on the drawing? Do you need to discuss it with the manufacturer?Because the casting allowance is the standard, then, after all, is the theoretical value, the actual level depends on the manufacturer, so is it necessary to ask the manufacturer?
- Casting parts do not need to provide drawings of casting blank, the casting factory according to your drawings in the required surface will be sufficient allowance, and the rest of the size according to the mechanical design manual and the casting manual can be found.
- Q: Which surface is coarser for cast iron or cast steel castings? Why?
- Roughness mainly depends on the surface roughness on the surface of the sand.
- Q: What are the general technical requirements for casting parts?
- No matter what kind of material casting, there are the following major requirements:Material requirements. Mainly hardness, tensile strength, elongation, impact toughness.Two, dimensional accuracy and shape accuracy. Different castings have different requirements. Different sizes and geometric tolerances and different tolerances are adopted.Three, according to the use requirements, the casting of other defects, acceptance requirements. Such as holes, sand holes, shrinkage, slag, sand, crack.........Four. Requirements for defect repair.
- Q: Lathe processing stainless steel casting parts to use what type of tool, the speed into the amount of how much tool angle
- There is YW1 best, if not using YG6X, YG8 is ok!The speed should not be high, the greater the diameter, the lower the speed! For example, a diameter of 100 mm, speed is not greater than 80 rpm, each point is good!The main tool is the front angle to be larger, more than 6 degrees, and the groove should be wider and larger to reduce the cutting resistance! When the rear angle is properly reduced and the strength is increased, it is recommended to take 3 degrees.The main components are: spindle box, exchange gear box, feed box, slide box, tool post, tail frame, light bar, lead screw, bed, foot and cooling device.Spindle box: also known as the headstock, it is the main task of the rotary motion of the main motor came through the transmission mechanism of a series of positive and negative spindle to be required two different steering speed, the spindle box gives impetus to the movement of the box. Medium spindle is the key part of lathe. The stability of the spindle on the bearing directly affects the quality of the workpiece. Once the rotation accuracy of the main shaft is reduced, the value of the machine tool will be lowered.
- Q: Which master knows how the casting tolerances for malleable iron, gray iron and ductile iron should be chosen? Hurry up, thank youCan you provide a tolerance scale for castings, please?
- Our country has a national standard for casting tolerance levels. This national standard applies to you in malleable iron, grey cast iron, and ductile iron.
- Q: What reason is the bronze statue choking fire?
- The casting process in boiling phenomenon, is the setting of the exhaust hole positioner position or number is not reasonable, the air cavity can not be discharged, overwhelmed by a material inlet, reflux, change mould, sincerely help you look forward to adopt,
Send your message to us
Manhole Cover Heavy Duty Base with Round Cover
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1000 m.t.
- Supply Capability:
- 100000 m.t./month
OKorder Service Pledge
OKorder Financial Service
Similar products



Hot products






Hot Searches

