










Iron Manhole Cover with Kinds of Standard Sizes
- Ref Price:
-

- Loading Port:
- Dalian
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 105 kg
- Supply Capability:
- 4100 kg/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Specification
Product Description
1) Designs: based on EN124 standard and according to customer's drawing or
samples.
2) Applications: water supply and drainage, fire engineering, natural
3) Inspection: in-house or the third party as per customer's request.
Specifications
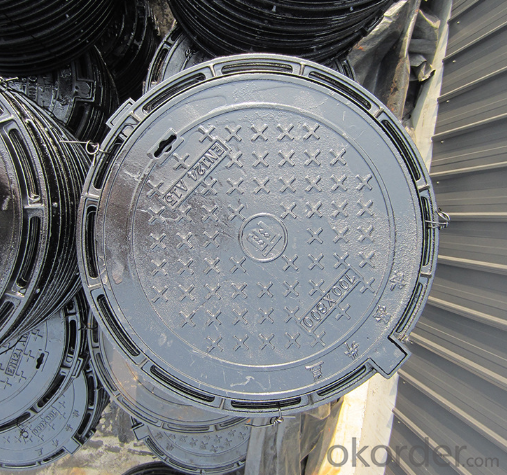
Double triangle ductile iron manhole cover
1.Standard:ISO 9001 EN124 D400
2.Service:OEM
3.High quality
4.Made of ductile

Advantage of ductile iron
Higher quality /higher tensile
Higher security /long life
Packaging and Shipping
Packaging: Details Pallet with bubble film, Carton or with pallet,
Delivery Detail: 8 days if your order is 20"container
Pictures


FAQ:
Why imported Composite Manhole cover/Grating fromChina?
1. Very competitive price, it will save you third or even half cost;
2.Good quality, don't worry much about the quality, actually, most of the building materials you buy from Miami, Dubai ,Italy, South Africa or your local market are imported from China. So why not buy direct from China. The key point is to find a reliable supplier who is honest and professional to take care of the quality and delivery time.
3.Chinahas full range of Manhole covers which Follow En124 for your market, like A15,B125,C250,D400.
- Q: There is a little trace of polishingShock polishing is even worseElectrolysis can not be uneven, there is a slight bump
- Use the vibrator to polish the material: the high aluminum porcelain 4cm (with a polishing agent that has an automatic mending function), you go find this polish,
- Q: Why does the surface of stainless steel casting mirror mirror ripple?
- Those should be head prints. If required, it would be better to throw with a single grinding head.
- Q: After reaming, the roughness can reach several levels, that is to say, the sample.Casting parts in rocker arm drilling, reaming, roughness, block. After reaming, the roughness can reach several levels, that is to say, the sample.
- Not processed, do not understand your problem... There's something wrong with the drilling machine. Please call me
- Q: What should I pay attention to when designing a casting structure?
- (2) in the prevention of metal mold casting misrun and cold partition should pay attention to the following problems: the structure of A casting thickness should be appropriate not too thin, especially when casting size when not too thin; the B should avoid a big level, because it makes the liquid metal in the casting. Rise slowly, and the air contact surface, easy oxidation, and because the metal type liquid metal heat quickly, quickly lose liquidity, easy to cause misrun and cold lap, slag and other defects; C casting shape should be streamlined to avoid sharp corners and has sharp change connection structure in order to facilitate the flow of liquid metal. 2 in the design of metal castings in a complex shape, if the production process is very difficult, should not affect the casting conditions, try to make the casting has simple shape, strong structure change, removed from metallic die for.
- Q: What are the causes of pitting on the surface of a precision casting?
- The quality of the shell surface is out of order. Or shot blasting out of question.
- Q: How do you mark it on the drawing? Do you need to discuss it with the manufacturer?Because the casting allowance is the standard, then, after all, is the theoretical value, the actual level depends on the manufacturer, so is it necessary to ask the manufacturer?
- Casting parts do not need to provide drawings of casting blank, the casting factory according to your drawings in the required surface will be sufficient allowance, and the rest of the size according to the mechanical design manual and the casting manual can be found.
- Q: Heat treatment process and purpose of casting parts
- Objective: to stabilize tissues, eliminate or substantially reduce internal stress.
- Q: Can the casting part be phosphating with the phosphating solution of the pickling board?
- Like stainless steel casting, duplex stainless steel casting is phosphating, ductile iron gray iron is not required
- Q: Which master knows how the casting tolerances for malleable iron, gray iron and ductile iron should be chosen? Hurry up, thank youCan you provide a tolerance scale for castings, please?
- Usually manual molding optional CT11 class, ordinary machine modeling optional CT10 class, high pressure molding should reach CT9 level. The tolerances on the wall thickness of the casting are comparable to those of other dimensions of the same casting.
- Q: How to solve casting defect casting?
- Different defects, different solutions, some shortcomings, the current domestic level can not be resolved
Send your message to us
Iron Manhole Cover with Kinds of Standard Sizes
- Ref Price:
-
- Loading Port:
- Dalian
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 105 kg
- Supply Capability:
- 4100 kg/month
OKorder Service Pledge
OKorder Financial Service
Similar products





Hot products






Hot Searches

