







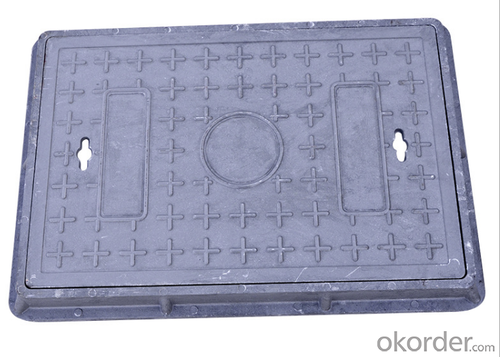


Ductile Iron Square Manhole Cover EN124 d400 for Countries
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 100 set
- Supply Capability:
- 4100 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Specification
Product Description
1) Designs: based on EN124 standard and according to customer's drawing or
samples.
2) Applications: water supply and drainage, fire engineering, natural
3) Inspection: in-house or the third party as per customer's request.


Advantages
Good compressive, bending and impact strength, anti-corrosion, not rust, long service life (at least 30 years).
The quality meets the same kinds cast ion manhole covers but the cost is 30% lower than.
Contain no metal and no recovery value, anti-theft.
Specifications
Double triangle ductile iron manhole cover
1.Standard:ISO 9001 EN124 D400
2.Service:OEM
3.High quality
4.Made of ductile

Packaging and Shipping
Delivery Detail: 8 days if your order is 20"container
Packaging: Details Pallet with bubble film, Carton or with pallet
Our Company
We take pride to introduce ourselves as the leading manufacturer and professional supplier of various Ductile Iron Manhole covers in China with total annual capacity 50,000 MT.
CNBM manhole cover regard quality as the essential factor leading to successful business. After years of efforts, CNBM manhole cover have built up great reputation in terms of quality and service among domestic and overseas customers.
Our Services
1. Sample is available for free.
2. OEM and ODM are welcome.
3. Free charge of design labels and cartons.
4. Professional technical support with free charge.
5. After the cooperation: Any of your problem will be solved within 24 hours.
FAQ
1.Q: Are you factory ?
YES! We are a professional ductile iron &gery iron casting Factory in China.
2.Q: How long can you make your quotation:
Within 3 workdays after received your detailed product information
3.Q: Do you provide OEM Service?
Yes, we provide OEM Service.
4.Q: What 's your quotation element?
Drawing, material, weight and quantity.
- Q: There is a little trace of polishingShock polishing is even worseElectrolysis can not be uneven, there is a slight bump
- Buffing should be better, to see how your embryo, but a bit difficult
- Q: How is the silicon sol precision casting part priced? What is the price per ton of casting? Such as 304 material.
- I am doing this for sale, if the price is mainly based on the product structure, the difficulty of pricing. At present, if it is more formal and material guarantee manufacturers generally in 48-53 yuan /Kg (of course, products have a certain weight, such as greater than 100g), our company's current price of about 53 yuan /Kg or so. .
- Q: How do casting parts remove stress?
- Annealing treatment, according to different casting annealing treatment, eliminate thermal stress, if need to restore hardness or increase hardness, and then quenching treatment
- Q: It is generally said that cast iron is re smelted by pig iron. My question is..:1 pig iron for melting iron, is directly cast into products (such as bed cover, etc.); or that is just the first pig iron smelting iron casting, such as to cover, bed and other products, will once again cast iron melt to casting?2, there are many castings to the engine. Are these castings made by the engine manufacturer themselves or bought by others?There is no need to answer all. Thank you!!!
- As a pig iron smelting, iron smelting belongs to physical, two belongs to the chemical refining, smelting, smelting generally not as a product after use, the product can be used as a chemical composition and casting the two refining, in general is to scrap as additional material after melting making products; engine castings have professional manufacturers making castings. You can own professional production of engine castings.
- Q: Selection of hydraulic press is the casting parts and steel plate welding, how to choose?
- Casting parts in one shape, the overall processing in this regard than steel plate welding better. The same price is much more expensive than steel. Large hydraulic presses seldom have casting parts.
- Q: I often see Waixiejiagong drawings, casting, how to distinguish the latheman.
- What you say is the difference between rough drawing and processing drawingThere must be a difference between the rough drawings and the rough ones
- Q: How can the casting be quenched and tempered?
- Cast steel annealing or normalizing parts in strength and toughness is insufficient, can be used in quenching and tempering treatment. It is mainly used for gear, gear and other parts of the cast steel. The conditioning has two kinds: one kind is cast directly after quenching and tempering, with warm water (40---50 degrees) intermittent cooling, suitable for ZG270---500, ZG310----570 and other castings.
- Q: What foundry factories are used in the casting parts of China's major automobile manufacturers?
- For example Changchun FAW, under a casting, two casting and other casting plant, but there are more than half of all outsourcing in Tianjin Hebei Shandong purchase, many automobile enterprises to casting foundry.
- Q: When the blank is a casting, the margin is evenly distributed, how should rough machining?Please help friends from mechanical classes.There is another problem: in the NC milling plane contour machining, when the rough margin is large, how to deal with.Who can help in time, add 20 reward. Urgently!!
- Problem one,1, according to drawings, castings, material requirements and machine power, choose the right diameter of roughing tools, and can process this material blade type.2, according to the actual size of the casting blank, calculate the number and path of the knife, pay attention to small cutting depth, large feed, cutting width, to ensure that the tool diameter 80 - 90%, the amount of not full knife cutting, this tool and machine tool damage.Question two,If they can not change the casting blank allowance under the condition that the quantity large diameter cutter, such as milling cutter main angle 7560 degrees can give reasonable processing parameters, the same cutting depth should not be too large, because in the same machine power, tool diameter increases, cutting depth will need smaller.
- Q: The difference between sheet metal and casting parts
- Casting parts are made by casting (followed by a variety of processing), the shape can be simple, can also be very complex, usually large parts, as a base, bed, work table, and so on, good seismic performance.
Send your message to us
Ductile Iron Square Manhole Cover EN124 d400 for Countries
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 100 set
- Supply Capability:
- 4100 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products






Hot products






Hot Searches
Related keywords

