

Continue Casting Steel Billets/Blooms Manufactured By Blasting Furnace
- Ref Price:
-

- Loading Port:
- Qingdao
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1000 m.t.
- Supply Capability:
- 10000 m.t./month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like







Continue Casting Steel Billets/Blooms Manufactured By Blasting Furnace
1.Structure of Casting Steel Billets/Blooms Manufactured By Blasting Furnace
Continue Casting Steel Billets/Blooms Manufactured By Blasting Furnace is the raw material of all kinds of steel mill. Billet section of square, round, flat, rectangular and abnormity, etc Several, mainly related to shape of rolled products. Simple rolled section steel, choose cross section of square billet or rectangular billet. rolling The sector products such as flat steel, Angle steel, select the rectangular billet or slab. Had better profiled billet when production beams, channels, and in rolling process Lines and improve the yield. The raw material of round billet is the production of seamless tube.
2.Main Features of Continue Casting Steel Billet Manufactured By Blasting Furnace.
Continue Casting Steel Billet Manufactured By Blasting Furnace section size should meet the requirements of rolling deformation and finished product quality, but also roll strength and biting condition of restrictions. General steel Billet section height H. And the roll diameter D The ratio of the ( namely H/D) Should be less than or equal to zero 0.5 . Length of steel billet by finishing temperature, Rolling time and the length of the product Or times ruler. When heated too long accident prone to bump the furnace wall of steel, too short, furnace bottom utilization rate is not high, influence the heating furnace production. For the production Choose a variety of steel and steel billet, should consider the affinities of billet, as far as possible in order to improve the productivity of the roughing mill, simplify the stock management of workshop.
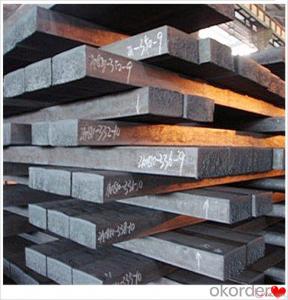
3. Continue Casting Steel Billets/Blooms Manufactured By Blasting Furnace Images


4. Continue Casting Steel Billets/Blooms Manufactured By Blasting Furnace Specification
Continue Casting Steel Billet Manufactured By Blasting Furnace rolled steel, after processing can be used for mechanical parts, forging parts, processing all kinds of steel, steel Q345B channel steel, wire rod is the role of the billet. Steel billet is used in the production of semi-finished products, generally cannot be used directly for the society. Steel billets and steel are strictly divided into standard, cannot decide to whether the business enterprise of the final product, and according to unified standards to perform the whole society. Typically, billet and the steel is relatively easy to distinguish, but for some steel billet, and have the same specification and same steel purposes (such as rolling tube billet), whether can be used for other industries, whether through steel processing process, whether through a finished product rolling mill processing to distinguish
There are three shapes of the steel billets: square billet, slab, rectangular billet The Chinese billet, rectangular billet is mainly suitable for rolling hot rolled strip, building reinforced bar, Ordinary wire, high speed wire rod and various small profile. Of the slab are mainly used for rolling plate and hot coil sheet.
The classification of the steel According to the quality classification (1)Ordinary steel (P 0.045% or less,S 0.050% or less)POn behalf ofphosphorus,s.On behalf ofsulfur Pands.Are all of the steelThe harmful elements, a leading toHot brittleness, a leading toCold brittle (2)High quality steel (P,s.both0.035% or less) (3)High quality steel (P 0.035% or less,S 0.030% or less)
Classified by chemical composition (1)Carbon steel: A.Low carbon steel (C 0.25% or less);Also known asMild steel ,The intensity ofLow,hardnessLow and soft, are often used in the manufacture of chainArticle, Rivet, Bolt, Shaft etc. .It includes most of theOrdinary carbon structural steelAnd part ofHigh quality carbonElement of structural steelMost,Without heat treatmentUsed in engineering structures, some classicscarburizingandOther heat treatmentUsed forrequirementsThe wear resistance of machine parts. B.Medium carbon steel (0.25 C or less 0.60% or less);There areKilled steel,Half killed steel,Rimmed steelWait for a variety of products.Hot working and good cutting performance,Poor welding performance.Plasticity and toughness lower than that of low carbon steel.Can beWithout heatTo deal with, the direct use ofHot rolled material,Cold drawn material, but alsoAfter heat treatmentAfter use.quenching,temperingIn the afterCarbon steel withGood comprehensive mechanical properties.To be able to achieveThe highest hardness is aboutHRC55 (HB538),sigmabfor600~1100 mpa.So in theModerate intensity levelA variety of purposes,Medium carbon steel is the most widelyApplied, in addition to asBuilding materialsOutside, still a lot for makingTo build all kinds of mechanical parts. C.High carbon steel (C 0.60% or higher).Often saidTool steel , you canhardenedandtempering .hammer,crowbarSuch as byCarbon content0.75%The steel manufacturing; Cutting tools such as drill bit,tap,reamerSuch as byCarbon content0.90%to1.00%Made of steel. (2)Alloy steel: A.Low alloy steel (alloy elements in total5% or less) B.Total content in alloy steel (alloy elements> 5 ~ 10%) C.High alloy steel (alloy elements in total> 10%).
5.FAQ of Continue Casting Steel Billets/Blooms Manufactured By Blasting Furnace
We have organized several common questions for our clients,may help you sincerely:
①How about your company?
A world class manufacturer & supplier of castings forging in carbon steel and alloy steel,is one of the large-scale professional investment casting production bases in China,consisting of both casting foundry forging and machining factory. Annually more than 8000 tons Precision casting and forging parts are exported to markets in Europe,America and Japan. OEM casting and forging service available according to customer’s requirements.
②How to guarantee the quality of the products?
We have established the international advanced quality management system,every link from raw material to final product we have strict quality test;We resolutely put an end to unqualified products flowing into the market. At the same time, we will provide necessary follow-up service assurance.
③How is the packaging and delivery?
Loose by Vessel and the delivery term is based on the the quantity and our factory’s schedule then.
- Q:How are steel billets used in the manufacturing of wire rods?
- Steel billets are used in the manufacturing of wire rods as they are heated and then rolled into thin, long cylindrical shapes. These billets undergo a series of processes such as hot rolling, cooling, and wire drawing to transform them into wire rods of various sizes. The wire rods are then utilized in various industries for applications like construction, automotive parts, and electrical wiring.
- Q:What are the different methods of steel billet surface inspection?
- In the industry, various methods are commonly employed for inspecting the surface of steel billets. These techniques aim to identify any flaws or imperfections, guaranteeing the use of high-quality steel in the manufacturing process. 1. Visual inspection: Trained inspectors visually examine the billet's surface for visible defects like cracks, dents, scratches, or irregularities. While a straightforward approach, it serves as a crucial initial step in the inspection process. 2. Magnetic particle inspection: This method involves applying a magnetic field to the billet's surface and then introducing iron particles suspended in liquid. If there are any surface defects or cracks, the iron particles adhere to them, creating a visible indication. This technique is especially effective for detecting surface cracks. 3. Eddy current testing: Employing electromagnetic induction, this method detects surface defects. A probe is passed over the billet's surface, and any changes in electrical conductivity caused by cracks or defects generate eddy currents, which can be identified and analyzed. It is commonly used for detecting surface cracks, but it can also measure coating thickness or identify material property variations. 4. Ultrasonic testing: Ultrasonic waves are utilized to inspect the billet's surface for defects. A transducer sends ultrasonic waves into the material, and any changes in the wave pattern caused by surface defects are detected and analyzed. This method is frequently employed for detecting surface cracks, but it also provides insight into the internal structure of the billet. 5. Dye penetrant inspection: This method involves applying colored dye to the billet's surface, which is then removed, leaving the dye trapped within any defects or cracks. A developer is then applied to enhance the visibility of the dye, facilitating the identification and localization of surface defects. It is particularly effective for detecting small surface cracks. 6. Laser scanning: Laser scanning employs a laser beam to scan the billet's surface and generate a three-dimensional representation. This method is valuable for detecting surface irregularities, measuring dimensions, and creating digital models for further analysis. Each of these methods possesses unique advantages and limitations, often employed in combination to ensure a comprehensive inspection of the steel billet's surface. The choice of inspection method depends on factors such as the targeted defects, billet size and shape, and desired level of accuracy.
- Q:What is the cost of producing steel billets?
- The cost of producing steel billets can vary depending on various factors such as the quality of the raw materials used, the production process employed, and the market conditions. Generally, the cost of producing steel billets includes several components. Firstly, the cost of raw materials, which typically include iron ore, coal or coke, and other alloying elements. The prices of these materials can fluctuate based on global market dynamics and availability. Secondly, the cost of energy is a significant factor in steel billet production. This includes the cost of electricity and fuel required for the manufacturing process, such as powering the blast furnaces or electric arc furnaces used to melt the raw materials. Thirdly, labor costs play a crucial role in the overall cost of production. This includes wages for skilled and unskilled workers involved in operating the machinery, maintaining equipment, and overseeing the production process. Additionally, there are indirect costs that need to be considered, such as maintenance and repair expenses for machinery, transportation costs for raw materials and finished products, and overhead costs related to administrative functions. It is important to note that the cost of producing steel billets can also be influenced by external factors like government regulations, tariffs, and taxes. Furthermore, market demand and competition can impact pricing strategies and ultimately affect production costs. Therefore, providing an exact cost figure for producing steel billets is challenging as it is subject to constant fluctuations. It is best to consult industry experts or steel manufacturers for the most accurate and up-to-date information on production costs.
- Q:What is the difference between hot-rolled and cold-rolled steel billets?
- Hot-rolled steel billets and cold-rolled steel billets are two types of steel that undergo different manufacturing processes, resulting in distinct characteristics and properties. When producing hot-rolled steel billets, the steel is heated to a high temperature and then rolled while still hot. This process allows for easy shaping and forming into various sizes and shapes. Additionally, hot-rolling creates a rough surface finish and a scaled outer layer due to exposure to high temperatures. Generally, hot-rolled steel billets have a larger grain structure, which can result in a less precise and uniform final product. However, they also possess improved mechanical properties, such as higher strength and toughness, making them suitable for applications where strength is important, but surface finish is not a priority. In contrast, cold-rolled steel billets are produced by cooling the steel to a low temperature and rolling it at room temperature. This process allows for tighter dimensional tolerances and a smoother surface finish compared to hot-rolled steel billets. Additionally, cold-rolling results in a more refined grain structure, which enhances the overall strength, hardness, and durability of the steel. Cold-rolled steel billets are commonly used in applications where precise dimensions, surface finish, and uniformity are required, such as in the automotive, construction, and appliance industries. To summarize, the main difference between hot-rolled and cold-rolled steel billets lies in the manufacturing processes and resulting properties. Hot-rolled steel billets are formed at high temperatures, resulting in a rough surface finish and larger grain structure. Cold-rolled steel billets, on the other hand, are formed at room temperature, leading to tighter dimensional tolerances, a smoother surface finish, and a more refined grain structure. The choice between hot-rolled and cold-rolled steel billets depends on specific requirements and applications, with hot-rolled steel billets being preferred for their superior strength and cold-rolled steel billets for their precise dimensions and surface finish.
- Q:What are the potential applications of steel billets in the textile aftermarket?
- Steel billets have limited potential applications in the textile aftermarket due to their heavy and rigid nature. However, they can be used as weights for fabric stretching or as support structures for heavy machinery in textile factories.
- Q:How are steel billets used in the production of gear blanks?
- Steel billets are an essential component in the production of gear blanks. Gear blanks are the starting point for the manufacturing of gears. They are essentially the raw, unfinished pieces that will later be shaped and transformed into the final gear product. Steel billets, which are long, rectangular bars of steel, provide the necessary material for the creation of gear blanks. These billets are typically made from high-quality steel that possesses the required strength, durability, and machinability characteristics needed for gear production. To create gear blanks, the steel billets are first heated to a specific temperature to make them more malleable and easier to shape. The heated billets are then subjected to various forming processes, such as forging or extrusion, to transform them into the desired shape of the gear blank. Once the gear blank is formed, it undergoes further machining processes to refine its shape, dimensions, and surface finish. This may include operations such as turning, milling, drilling, or grinding. The precise machining ensures that the gear blank meets the required specifications for the final gear product. The gear blanks produced from steel billets serve as the foundation for the creation of various types of gears, such as spur gears, helical gears, bevel gears, or worm gears. These gear blanks undergo additional steps, such as heat treatment and surface hardening, to enhance their mechanical properties and increase their resistance to wear and fatigue. In summary, steel billets are integral to the production of gear blanks as they provide the raw material from which gears are formed. Through a series of heating, forming, and machining processes, the steel billets are transformed into gear blanks, which are then further processed to create the final gears used in various applications.
- Q:How long do steel billets last?
- Steel billets can last for a very long time, depending on various factors such as their storage conditions and usage. Generally, if steel billets are stored properly in a controlled environment with low humidity and protected from corrosion, they can last indefinitely. However, if they are exposed to harsh weather conditions, excessive moisture, or corrosive substances, their lifespan can be significantly reduced. In terms of usage, steel billets are typically melted down and used to produce other steel products, such as bars, rods, and beams. The lifespan of the final product will depend on its specific application and the maintenance practices employed. Generally, steel products are known for their durability and longevity, making them a reliable choice in various industries.
- Q:What are the different types of steel billet inspection techniques?
- In the industry, various techniques are utilized for inspecting steel billets to ensure their quality and integrity before further processing or utilization in manufacturing. Some commonly employed inspection techniques comprise: 1. Visual Inspection: Inspectors visually examine the steel billets for surface defects like cracks, pits, or deformities, making it a quick and effective method for detecting obvious visual defects. 2. Dimensional Inspection: This technique involves measuring the dimensions of the steel billet using tools like Vernier calipers or micrometers, ensuring that the billets meet the required dimensional specifications. 3. Ultrasonic Testing: High-frequency sound waves are used in ultrasonic testing to detect internal defects or inconsistencies in the steel billets. This technique can identify defects like cracks, voids, or inclusions that may not be visible to the naked eye. 4. Magnetic Particle Inspection: By applying magnetic fields to the steel billets and utilizing iron particles or magnetic ink, this technique identifies surface and near-surface defects, particularly cracks or discontinuities. 5. Eddy Current Testing: Eddy current testing utilizes electromagnetic induction to detect surface defects and measure the conductivity or thickness of the steel billets. It is a non-destructive technique that can identify defects like cracks, corrosion, or variations in material thickness. 6. Radiographic Testing: X-rays or gamma rays are employed in this technique to inspect the internal structure of the steel billets, enabling the detection of defects like inclusions, voids, or improper internal structure. 7. Dye Penetrant Inspection: By applying a dye or fluorescent liquid to the steel billets, dye penetrant inspection detects surface defects. The dye seeps into cracks or discontinuities, and excess dye is wiped off, leaving only the dye trapped in the defects, which can be easily identified under UV light. These techniques are commonly used for inspecting steel billets, with each having its own advantages and limitations. The choice of technique depends on factors such as the type and size of the billets, the level of defect detection required, and budget constraints.
- Q:Are steel billets used in the production of household goods?
- Typically, steel billets find their purpose in a range of industries, like construction, automotive, and manufacturing, rather than in the production of household goods. These semi-finished products serve as raw materials and are commonly transformed through hot rolling into diverse shapes like bars, rods, or sheets. Only after undergoing further processing can they be fashioned into the desired household goods. Manufacturers of household goods usually prefer specific steel variants, such as stainless steel or carbon steel, which have been processed and shaped according to the specific requirements of the product.
- Q:What are the different methods of steel billet cutting?
- There are several common methods for cutting steel billets, including sawing, shearing, abrasive cutting, and flame/plasma cutting. Sawing involves using a high-speed circular saw blade to cut through the billet, while shearing involves using a guillotine-like tool to apply a shearing force and cut the billet. Abrasive cutting utilizes a high-speed abrasive wheel to grind through the steel, and flame or plasma cutting involves using a focused flame or plasma arc to melt and cut the billet. Each method has its own advantages and disadvantages depending on the specific requirements of the project.
1. Manufacturer Overview |
|
|---|---|
| Location | |
| Year Established | |
| Annual Output Value | |
| Main Markets | |
| Company Certifications | |
2. Manufacturer Certificates |
|
|---|---|
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period | |
3. Manufacturer Capability |
|
|---|---|
| a)Trade Capacity | |
| Nearest Port | |
| Export Percentage | |
| No.of Employees in Trade Department | |
| Language Spoken: | |
| b)Factory Information | |
| Factory Size: | |
| No. of Production Lines | |
| Contract Manufacturing | |
| Product Price Range | |
Send your message to us
Continue Casting Steel Billets/Blooms Manufactured By Blasting Furnace
- Ref Price:
-
- Loading Port:
- Qingdao
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1000 m.t.
- Supply Capability:
- 10000 m.t./month
OKorder Service Pledge
OKorder Financial Service
Similar products






New products






Hot products






Hot Searches
Related keywords

