

Continue Casting Steel Billet by Blast Furnace
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 25 m.t.
- Supply Capability:
- 10000 m.t./month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like







Continue Casting Steel Billet by Blast Furnace
1.Structure of Continue Casting Steel Billet by Blast Furnace
Continue casting steel billet by blast furnace is the raw material of all kinds of steel mill. Billet section of square, round, flat, rectangular and abnormity, etc Several, mainly related to shape of rolled products. Simple rolled section steel, choose cross section of square billet or rectangular billet. rolling The sector products such as flat steel, Angle steel, select the rectangular billet or slab. Had better profiled billet when production beams, channels, and in rolling process Lines and improve the yield. The raw material of round billet is the production of seamless tube.
2.Main Features of Continue Casting Steel Billet by Blast Furnace.
Continue Casting Steel Billet by Blast Furnace section size should meet the requirements of rolling deformation and finished product quality, but also roll strength and biting condition of restrictions. General steel Billet section height H. And the roll diameter D The ratio of the ( namely H/D) Should be less than or equal to zero 0.5 . Length of steel billet by finishing temperature, Rolling time and the length of the product Or times ruler. When heated too long accident prone to bump the furnace wall of steel, too short, furnace bottom utilization rate is not high, influence the heating furnace production. For the production Choose a variety of steel and steel billet, should consider the affinities of billet, as far as possible in order to improve the productivity of the roughing mill, simplify the stock management of workshop.
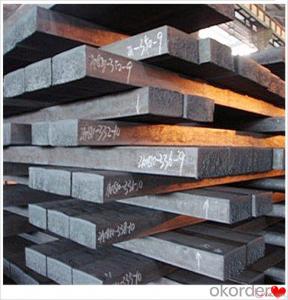
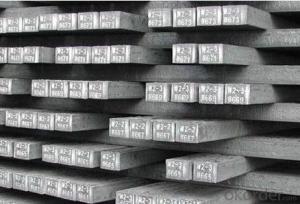
3. Continue Casting Steel Billet by Blast Furnace Images


4. Continue Casting Steel Billet by Blast Furnace Specification
Continue Casting Steel Billet by Blast Furnace rolled steel, after processing can be used for mechanical parts, forging parts, processing all kinds of steel, steel Q345B channel steel, wire rod is the role of the billet. Steel billet is used in the production of semi-finished products, generally cannot be used directly for the society. Steel billets and steel are strictly divided into standard, cannot decide to whether the business enterprise of the final product, and according to unified standards to perform the whole society. Typically, billet and the steel is relatively easy to distinguish, but for some steel billet, and have the same specification and same steel purposes (such as rolling tube billet), whether can be used for other industries, whether through steel processing process, whether through a finished product rolling mill processing to distinguish
Material standard The editor Range of thickness: 150-240 - mm + / - 5 mm width range: 880-1530 - mm + / - 20 mm Length: 3700-10000 - mm + / - 500 - mm Cross-sectional size: 64 * 64; 82 * 82; 98 * 98; 124 * 124; 120 * 150; 152 * 164; 152 * 170 mm Length: 9000 mm Section of tolerance: billet: 1.0 + / - 2.0-1.0 + / - 1.0 mm slab: width: + / - 2.0 mm thickness: + / - 3.0 mm The length tolerance: + / - 200 mm Section diagonal tolerance: 3.5-8.0 MM Billet section size protrusions requirements: < 1242 mm, do not allow; > = 1242 mm, < = 2 mm 1242 mm, < = 3 mm Beheading (shear) extension deformation: < 1242 mm billet: no control; The slab: < = 15 mm Surface tilt: no more than billet section 0.1 Bending: every 1 m length is not more than 10 mm The distortion: length < = 5 m, < = 11. ; The length of the < = 7.5 M, < = 5. Material % 3 sp/PS chemical composition: C Mn Si S P
5.FAQ of Continue Casting Steel Billet by Blast Furnace
We have organized several common questions for our clients,may help you sincerely:
①How about your company?
A world class manufacturer & supplier of castings forging in carbon steel and alloy steel,is one of the large-scale professional investment casting production bases in China,consisting of both casting foundry forging and machining factory. Annually more than 8000 tons Precision casting and forging parts are exported to markets in Europe,America and Japan. OEM casting and forging service available according to customer’s requirements.
②How to guarantee the quality of the products?
We have established the international advanced quality management system,every link from raw material to final product we have strict quality test;We resolutely put an end to unqualified products flowing into the market. At the same time, we will provide necessary follow-up service assurance.
③How is the packaging and delivery?
Exporting Package with the steel material cover and the delivery term is based on the project.
- Q:How are steel billets used in the production of industrial valves?
- Steel billets are an essential component in the production of industrial valves. These billets serve as the raw material for manufacturing valve bodies, which are the main structural component of the valve. To begin the production process, steel billets are first heated to a specific temperature, usually through the use of a furnace. This heating process is crucial as it allows the billets to be malleable and easily shaped into the desired valve body design. Once the billets reach the required temperature, they are transferred to a special machine called a forging press. In the forging press, immense pressure is applied to the heated billet, causing it to take on the shape of a valve body. This process, known as forging, ensures that the valve body is strong, durable, and able to withstand the high pressures and temperatures of industrial applications. After the forging process, the valve bodies are then machined to achieve the final shape and dimensions. This involves using cutting tools to remove any excess material and refine the surface finish. The machined valve bodies are then inspected for quality assurance to ensure they meet the required specifications and standards. Once the valve bodies are ready, they undergo additional processes such as heat treatment and surface coating to enhance their strength, corrosion resistance, and overall performance. These treatments help to ensure that the valves can withstand harsh operating conditions and have a long service life. In summary, steel billets play a critical role in the production of industrial valves. They are heated and forged to create the valve bodies, which form the structural foundation of the valves. Through additional machining, heat treatment, and surface coating processes, the billets are transformed into high-quality valves that can effectively control the flow of fluids or gases in various industrial applications.
- Q:What are the typical dimensions and weight of steel billets?
- The typical dimensions and weight of steel billets can vary depending on the specific requirements of the industry or application. However, in general, steel billets are rectangular in shape and have a length that is several times its width and height. The dimensions of steel billets commonly range from around 100mm to 200mm in width, 100mm to 300mm in height, and 3,000mm to 6,000mm in length. These dimensions can vary based on the intended use, as different industries may have specific requirements for their steel billets. Regarding weight, steel billets typically range from a few hundred kilograms to several metric tons. The weight depends on various factors, including the dimensions, density, and grade of steel used. It is important to note that steel billets can be customized to meet specific weight requirements, especially in industries such as construction, automotive, and manufacturing, where precise weight specifications are necessary. Overall, the dimensions and weight of steel billets can vary based on industry needs, but they generally adhere to rectangular shapes and can range from hundreds of kilograms to several metric tons.
- Q:How are steel billets used in the manufacturing of oil and gas equipment?
- The production of oil and gas equipment heavily relies on steel billets. These semi-finished steel products act as the foundation for creating various equipment used in the oil and gas industry. Steel billets are primarily used in pipe manufacturing. To withstand high pressure, extreme temperatures, and corrosive environments, oil and gas pipes require raw materials that can meet these demanding requirements. Steel billets are heated, pierced, and elongated through extrusion to form seamless pipes. Alternatively, they can be rolled and welded to create longitudinally welded pipes. Additionally, steel billets are essential in the production of valves, fittings, and flanges. Valves are critical in controlling the flow of oil and gas, while fittings connect pipes and change their direction. Flanges provide a means of connecting pipes, valves, and other equipment through bolting. All of these components require steel billets as a starting material, which are then machined, shaped, and heat-treated to meet necessary specifications. Furthermore, steel billets are utilized in the fabrication of drilling equipment and offshore structures. Drilling equipment, including drill bits, drill collars, and drill pipes, are vital for oil and gas exploration and extraction. High-quality steel billets are crucial to ensure the strength and durability of these components, which endure intense forces and harsh conditions. Offshore structures, such as platforms and rigs, also rely on steel billets to construct frameworks and support systems that withstand the challenging marine environment. In conclusion, steel billets are irreplaceable in the manufacturing of oil and gas equipment. They serve as the raw material for pipes, valves, fittings, flanges, drilling equipment, and offshore structures. By starting with high-quality steel billets, manufacturers can produce durable and reliable equipment capable of withstanding the demanding conditions of the oil and gas industry.
- Q:What are the main factors affecting the machinability of alloy steel billets?
- The main factors affecting the machinability of alloy steel billets include the composition of the alloy steel, the heat treatment it has undergone, the hardness of the material, the presence of impurities or inclusions, and the cutting parameters used during machining such as cutting speed, feed rate, and depth of cut.
- Q:What are the different machining processes for steel billets?
- There are several different machining processes that can be used for steel billets, depending on the desired outcome and the specific requirements of the project. Some of the most common machining processes for steel billets include: 1. Turning: This process involves rotating the steel billet against a cutting tool to remove material and create a desired shape or surface finish. Turning can be performed on both the outer and inner surfaces of the billet. 2. Milling: Milling is a versatile machining process that uses a rotating cutting tool to remove material from the surface of the steel billet. It can be used to create various shapes, slots, and holes, and is often employed for precision machining applications. 3. Drilling: Drilling is a machining process that uses a rotating drill bit to create holes in the steel billet. It is commonly used for creating holes of different sizes and depths, and is often a crucial step in the manufacturing of steel components. 4. Grinding: Grinding is a precision machining process that involves removing material from the surface of the steel billet using an abrasive wheel. It is typically used to achieve a smooth and precise finish or to remove any imperfections or irregularities on the surface. 5. Boring: Boring is a process that enlarges an existing hole in the steel billet to achieve a specific diameter or depth. It is often used to create holes with high levels of accuracy and precision, especially in applications where concentricity is critical. 6. Thread cutting: This process involves cutting threads into the steel billet using a specialized cutting tool. It is commonly used to create threaded holes or bolts, which are essential for joining steel components together. 7. Broaching: Broaching is a machining process that uses a specialized tool called a broach to remove material from the steel billet in a series of successive cuts. It is often used to create complex shapes, such as keyways or splines, on the surface of the billet. These are just a few examples of the different machining processes that can be used for steel billets. The choice of the specific process will depend on factors such as the desired outcome, the complexity of the shape, the required surface finish, and the tolerances that need to be achieved.
- Q:What are the safety precautions when working with steel billets?
- To maintain a secure working environment and prevent accidents when dealing with steel billets, it is crucial to adhere to specific safety measures. Here are some essential precautions to bear in mind: 1. Personal Protective Equipment (PPE): Ensure that you wear the suitable PPE at all times, including steel-toed boots, safety goggles, gloves, and a hard hat. These items will shield you from potential hazards like falling objects, sparks, and sharp edges. 2. Training and Education: It is vital to provide comprehensive training and education to all workers regarding the handling and usage of steel billets. This encompasses understanding safe operating procedures, material handling techniques, and emergency response protocols. 3. Proper Handling and Storage: Mishandling steel billets can result in injuries due to their weight. Employ appropriate lifting techniques and equipment to prevent strains or sprains. Moreover, store the billets in designated areas, ensuring they are properly stacked and secured to avert accidents caused by falling objects. 4. Fire Safety Precautions: Moving or manipulating steel billets can generate sparks that could ignite flammable materials. Keep the work area clear of debris and flammable substances, and ensure that fire extinguishers are easily accessible. 5. Machine Safety: If utilizing machinery or equipment to handle steel billets, make certain that they undergo regular maintenance, have appropriate safeguards, and are operated by trained individuals. Adhere to all operational instructions and conduct routine safety checks to avoid accidents. 6. Sufficient Ventilation: Working with steel billets may generate fumes and dust, particularly during cutting or welding processes. Implement proper ventilation systems to eliminate these substances from the work area, minimizing the risk of respiratory issues. 7. Emergency Preparedness: Establish a well-defined emergency plan that outlines evacuation procedures, first aid facilities, and communication methods. Train all workers on emergency protocols and ensure they are aware of the locations of safety equipment and emergency exits. Always prioritize safety when working with steel billets. Adhering to these precautions will help minimize accident risks and foster a safe working environment for everyone involved.
- Q:What are the different types of rolling processes used for shaping steel billets?
- Steel billets can be shaped into desired forms using different rolling processes. These processes have been designed to transform raw materials into specific shapes and sizes. One widely used method is hot rolling, which involves heating the steel billet to a high temperature and passing it through a series of rollers. The pressure applied by the rollers causes the billet to elongate and change its shape. Hot rolling is commonly employed to produce large steel products like bars, rods, and plates. Another method is cold rolling, which does not require heating the steel billet. Instead, it is carried out at room temperature or slightly below. Cold rolling is known for its ability to produce accurately dimensioned finished products with a smooth surface. It is often used in the manufacturing of thin sheets, strips, and foils. Ring rolling is a third type of rolling process used for shaping steel billets. It involves rotating the billet between two rollers while exerting pressure. This method is particularly useful for creating seamless rings with hollow centers, which are commonly utilized in applications such as bearings and gears. Furthermore, skew rolling is a process used to shape steel billets into round balls or cylindrical forms. It entails rotating the billet at an angle to the direction of the rollers while applying pressure. Skew rolling finds extensive use in the production of grinding media for the mining and cement industries. In conclusion, the various rolling processes, including hot rolling, cold rolling, ring rolling, and skew rolling, offer distinct advantages and are suitable for specific applications. Each process plays a crucial role in shaping steel billets to meet the requirements of different industries.
- Q:What are the specifications for tool steel billets used in the automotive industry?
- Tool steel billets used in the automotive industry typically have specific specifications to ensure their suitability for various applications. These specifications are crucial to ensure the desired performance and durability of the tool steel in automotive manufacturing processes. One important specification for tool steel billets used in the automotive industry is the chemical composition. The tool steel must have a specific composition of elements such as carbon, chromium, vanadium, and molybdenum, among others. These elements contribute to the steel's hardness, wear resistance, and toughness, which are essential properties for automotive tooling. Additionally, the tool steel billets must possess a specific hardness range. Hardness is measured using various scales such as Rockwell or Brinell, and the desired hardness depends on the intended application. Higher hardness is generally preferred for tools that require high wear resistance, while lower hardness may be suitable for tools that require toughness and impact resistance. Furthermore, the tool steel billets used in the automotive industry must have excellent dimensional stability. This means that the steel should have minimal dimensional changes during heat treatment and manufacturing processes, ensuring the tools maintain their shape and accuracy over time. Another important specification is the machinability of the tool steel. It should be easy to machine and shape into the desired tooling components without excessive tool wear or difficulty. Good machinability allows for efficient production and reduces costs associated with tooling. The tool steel billets used in the automotive industry should also have good thermal conductivity. This property allows the heat generated during manufacturing processes, such as forging or heat treatment, to be effectively dissipated. Good thermal conductivity helps prevent localized overheating and ensures uniform heat distribution throughout the tool, resulting in consistent performance. Lastly, the tool steel billets should be free from defects and impurities. These include cracks, voids, inclusions, or any other imperfections that can compromise the integrity and performance of the tool steel. Quality control measures, such as non-destructive testing, are typically implemented to ensure the billets meet the required standards. In summary, the specifications for tool steel billets used in the automotive industry encompass factors such as chemical composition, hardness, dimensional stability, machinability, thermal conductivity, and overall quality. These specifications ensure that the tool steel meets the specific requirements of automotive tooling applications, providing durability, performance, and reliability in automotive manufacturing processes.
- Q:What are the common shipping methods for steel billets?
- Steel billets can be shipped using different methods, including container shipping, bulk shipping, and rail transportation. Container shipping is commonly used when transporting smaller quantities of billets. Billets are loaded into standard shipping containers, usually 20 or 40 feet long, and then transported by cargo vessels. This method is convenient and ensures the safety of the billets during transit. Bulk shipping, on the other hand, is preferred for larger quantities of steel billets. In this method, billets are loaded directly onto cargo vessels without using containers. This allows for cost-effective transportation of large volumes of billets. Specialized bulk carriers are designed to handle heavy cargo and ensure secure delivery. For domestic or regional transportation, rail transportation is a popular option. Steel billets are loaded onto specialized railcars that can carry heavy loads, and they are transported through rail networks. This method offers efficient and reliable transportation, especially for shorter distances. Ultimately, the choice of shipping method for steel billets depends on factors such as quantity, destination, cost, and logistical capabilities. Each method has its own advantages and considerations, so it is important to select the most suitable option based on the specific requirements of the shipment.
- Q:How are steel billets rolled into shape?
- Steel billets are rolled into shape by passing them through a series of rolling mills, where they are subjected to high pressure and temperature. The billets are first heated to a specific temperature to make them more malleable. They are then continuously passed through multiple sets of rollers, which gradually decrease the thickness and increase the length of the billet. This process, known as hot rolling, helps shape the steel billets into various forms such as bars, rods, or sheets.
1. Manufacturer Overview |
|
|---|---|
| Location | |
| Year Established | |
| Annual Output Value | |
| Main Markets | |
| Company Certifications | |
2. Manufacturer Certificates |
|
|---|---|
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period | |
3. Manufacturer Capability |
|
|---|---|
| a)Trade Capacity | |
| Nearest Port | |
| Export Percentage | |
| No.of Employees in Trade Department | |
| Language Spoken: | |
| b)Factory Information | |
| Factory Size: | |
| No. of Production Lines | |
| Contract Manufacturing | |
| Product Price Range | |
Send your message to us
Continue Casting Steel Billet by Blast Furnace
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 25 m.t.
- Supply Capability:
- 10000 m.t./month
OKorder Service Pledge
OKorder Financial Service
Similar products






New products






Hot products





Hot Searches
Related keywords

