

Alloyed Steel Billets Manufactured by Continue Casting
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1000 m.t.
- Supply Capability:
- 10000 m.t./month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like







Alloyed Steel Billets Manufactured by Continue Casting
1.Structure of Alloyed Steel Billets Manufactured by Continue Casting
Steel Billets Manufactured by Continue Casting is the raw material of all kinds of steel mill. Billet section of square, round, flat, rectangular and abnormity, etc Several, mainly related to shape of rolled products. Simple rolled section steel, choose cross section of square billet or rectangular billet. rolling The sector products such as flat steel, Angle steel, select the rectangular billet or slab. Had better profiled billet when production beams, channels, and in rolling process Lines and improve the yield. The raw material of round billet is the production of seamless tube.
2.Main Features of Alloyed Steel Billets Manufactured by Continue Casting.
Steel Billets Manufactured by Continue Casting section size should meet the requirements of rolling deformation and finished product quality, but also roll strength and biting condition of restrictions. General steel Billet section height H. And the roll diameter D The ratio of the ( namely H/D) Should be less than or equal to zero 0.5 . Length of steel billet by finishing temperature, Rolling time and the length of the product Or times ruler. When heated too long accident prone to bump the furnace wall of steel, too short, furnace bottom utilization rate is not high, influence the heating furnace production. For the production Choose a variety of steel and steel billet, should consider the affinities of billet, as far as possible in order to improve the productivity of the roughing mill, simplify the stock management of workshop.
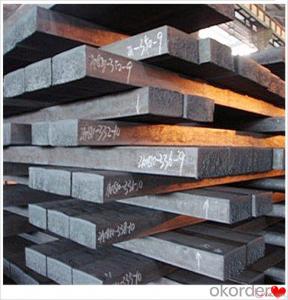
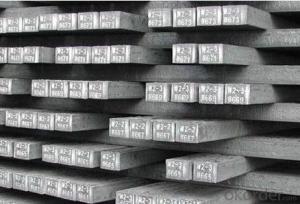
There are three shapes of the steel billets: square billet, slab, rectangular billet The Chinese billet, rectangular billet is mainly suitable for rolling hot rolled strip, building reinforced bar, Ordinary wire, high speed wire rod and various small profile. Of the slab are mainly used for rolling plate and hot coil sheet.
3. Alloyed Steel Billets Manufactured by Continue Casting Images


4. Alloyed Steel Billets Manufactured by Continue Casting Specification
Steel Billets Manufactured by Continue Casting rolled steel, after processing can be used for mechanical parts, forging parts, processing all kinds of steel, steel Q345B channel steel, wire rod is the role of the billet. Steel billet is used in the production of semi-finished products, generally cannot be used directly for the society. Steel billets and steel are strictly divided into standard, cannot decide to whether the business enterprise of the final product, and according to unified standards to perform the whole society. Typically, billet and the steel is relatively easy to distinguish, but for some steel billet, and have the same specification and same steel purposes (such as rolling tube billet), whether can be used for other industries, whether through steel processing process, whether through a finished product rolling mill processing to distinguish
Material standard The editor Range of thickness: 150-240 - mm + / - 5 mm width range: 880-1530 - mm + / - 20 mm Length: 3700-10000 - mm + / - 500 - mm Cross-sectional size: 64 * 64; 82 * 82; 98 * 98; 124 * 124; 120 * 150; 152 * 164; 152 * 170 mm Length: 9000 mm Section of tolerance: billet: 1.0 + / - 2.0-1.0 + / - 1.0 mm slab: width: + / - 2.0 mm thickness: + / - 3.0 mm The length tolerance: + / - 200 mm Section diagonal tolerance: 3.5-8.0 MM Billet section size protrusions requirements: < 1242 mm, do not allow; > = 1242 mm, < = 2 mm 1242 mm, < = 3 mm Beheading (shear) extension deformation: < 1242 mm billet: no control; The slab: < = 15 mm Surface tilt: no more than billet section 0.1 Bending: every 1 m length is not more than 10 mm The distortion: length < = 5 m, < = 11. ; The length of the < = 7.5 M, < = 5. Material % 3 sp/PS chemical composition: C Mn Si S P
5.FAQ of Alloyed Steel Billets Manufactured by Continue Casting
We have organized several common questions for our clients,may help you sincerely:
①How about your company?
A world class manufacturer & supplier of castings forging in carbon steel and alloy steel,is one of the large-scale professional investment casting production bases in China,consisting of both casting foundry forging and machining factory. Annually more than 8000 tons Precision casting and forging parts are exported to markets in Europe,America and Japan. OEM casting and forging service available according to customer’s requirements.
②How to guarantee the quality of the products?
We have estaWhat are the types of cracks? Casting billet surface defects is one of the important defects affect the yield and quality of continuous casting machine.According to the statistics, all kinds of defects of cracks accounted for50%.castingCrack of billet, the person that weigh can lead to leakage or scrap, light person to finishing, affect the caster productivity already so,And influenceProduct quality, increase the cost.blished the international advanced quality management system,every link from raw material to final product we have strict quality test;We resolutely put an end to unqualified products flowing into the market. At the same time, we will provide necessary follow-up service assurance.
To analyze the causes of various cracks, the purpose is to study the effects on the crack of the electromagnetic stirring process.Although so far, the academia has not yet been approved electromagnetic stirrer for sure what is the effect of crack, however, some continuous casting experts thought that crystallizer mixer has inhibitory effect on the corner crack of slab, and we, through the study of F - EMS found mixer on the local crack of slab has obvious control action.
③What are the causes of surface longitudinal crack?
Of the nozzle and the mould protection slag melting performance, liquid slag layer is too thick or too thin cause unequal, crystallizer liquid slag filmSurface wave, in steelS + PContent exceeds allowable values, etc. These reasons cause the solidification shell thickness unevenness or make local solidification shell thin easy to crack;Liquid slag layer, the liquid level fluctuation is too thinBig, longitudinal crack increased significantly;S + PExcessive content, significantly lower high temperature performance of steel and plastic, prone to the longitudinal crack.
- Q:How are steel billets formed into other shapes?
- Steel billets are formed into other shapes through a process called hot rolling, where the billets are heated and passed through a series of rollers to gradually shape them into desired forms such as bars, rods, or sheets.
- Q:What are the different types of steel billet inspection equipment?
- The manufacturing industry utilizes various types of steel billet inspection equipment to guarantee the quality and integrity of the billets before further processing. These equipment are specifically designed for this purpose. 1. High-frequency sound waves are employed by Ultrasonic Testing (UT) Equipment to detect internal flaws or defects in the steel billets. It can identify cracks, voids, and other imperfections that may impact the final product's strength and performance. 2. Magnetic Particle Inspection (MPI) Equipment utilizes a magnetic field and specially formulated particles to identify surface and near-surface defects in the steel billets. It can uncover cracks, seams, and other imperfections that may not be visible to the naked eye. 3. Eddy Current Testing (ECT) Equipment uses electromagnetic induction to identify surface cracks and defects in the steel billets. It can detect variations in electrical conductivity caused by localized defects or changes in material properties. 4. Visual Inspection Equipment makes use of magnifying glasses, microscopes, and cameras to visually examine the steel billets for surface defects, irregularities, or other visual abnormalities. This equipment is often used together with other inspection methods for a comprehensive analysis. 5. Dimensional Measurement Equipment is employed to measure the dimensional accuracy and consistency of the steel billets. It includes tools such as calipers, micrometers, and laser scanners to ensure that the billets meet the required specifications and tolerances. 6. Surface Roughness Measurement Equipment quantifies the surface finish of the steel billets. It utilizes a stylus or laser to measure surface irregularities, providing crucial information about the billet's suitability for further processing. 7. X-ray Testing Equipment uses electromagnetic radiation to penetrate the steel billets and detect internal defects such as cracks, voids, or inclusions. This method is particularly effective for larger billets or when a comprehensive assessment of the internal structure is necessary. These are some of the commonly utilized steel billet inspection equipment in the manufacturing industry. Each type of equipment plays a vital role in ensuring that the steel billets meet the required quality standards and are appropriate for further processing into various end products.
- Q:What are the main types of defects found in steel billets?
- The main types of defects found in steel billets include surface defects such as cracks, pits, and scars, internal defects like inclusions, blowholes, and voids, as well as dimensional defects such as improper shape, size, or straightness.
- Q:How are steel billets used in the production of marine equipment?
- Steel billets are an integral part of the production process for marine equipment. These billets, which are semi-finished steel products, serve as the raw material for manufacturing different components used in the construction of marine equipment such as ships, offshore platforms, and marine structures. Firstly, steel billets are used to create various structural elements of marine equipment, including hulls, decks, and bulkheads. These components provide the strength and stability necessary to withstand the harsh conditions of marine environments. The billets are heated and shaped through processes like rolling, forging, or extrusion to form the desired shapes and sizes of these structural elements. Additionally, steel billets are used to produce propeller shafts, rudders, and other propulsion system components. These parts are crucial for the movement and maneuverability of marine equipment. The billets are machined and further processed to create these specialized components, ensuring their durability and reliability in demanding marine conditions. Moreover, steel billets are employed in the production of marine equipment accessories such as anchors, chains, and mooring systems. These accessories play a vital role in ensuring the stability and safety of vessels and offshore structures. The billets are transformed into the required shapes and sizes through casting, forging, or machining processes to meet the specific requirements of each accessory. Furthermore, steel billets are also utilized in the manufacturing of marine equipment fittings, including valves, pipes, and fittings for fluid and gas systems. These components are essential for the proper functioning of various systems on board vessels, such as fuel, water, and hydraulic systems. The billets are processed and machined to create these fittings, ensuring their compatibility with marine-grade materials and their ability to withstand corrosive marine environments. In summary, steel billets are crucial in the production of marine equipment as they serve as the primary raw material for creating structural elements, propulsion system components, accessories, and fittings. By using steel billets, manufacturers can ensure the strength, durability, and reliability of marine equipment, enabling them to withstand the challenging conditions of the marine environment and ensuring the safety and performance of vessels and offshore structures.
- Q:Can steel billets be used for structural purposes?
- Yes, steel billets can be used for structural purposes. They are often further processed and shaped into various structural components such as beams, columns, and bars, which provide strength and stability to buildings, bridges, and other infrastructure.
- Q:How are steel billets prepared for further processing?
- Steel billets are prepared for further processing through a series of steps, which include heating the steel to a specific temperature, followed by hot rolling to shape it into desired forms.
- Q:How are steel billets used in the manufacturing of pipeline fittings?
- Pipeline fittings rely on steel billets, an essential component in their manufacturing process. These fittings have the purpose of connecting and regulating the movement of fluids or gases within pipelines. To begin the utilization of steel billets for pipeline fittings, the initial step entails selecting durable and high-quality steel. Typically, low carbon steel is chosen for billet production due to its strength and resistance against corrosion. Once the appropriate steel billets are chosen, they undergo heating in a furnace to reach a specific temperature known as the forging temperature. This temperature renders the steel malleable, allowing it to be shaped into various forms. Subsequently, the heated steel billets are placed into a forging press, where they are subjected to immense pressure. This pressure causes the steel billets to deform and acquire the desired shape and size. This process, known as forging, guarantees the strength and integrity of the pipeline fittings. Following the forging process, the steel billets undergo further processing to achieve the final shape required for the pipeline fittings. This may entail additional procedures such as machining, welding, or others, depending on the specific fitting requirements. Once the final shape is achieved, the fittings undergo thorough quality inspections and a variety of tests to ensure compliance with industry standards. These tests comprise dimensional checks, non-destructive testing, pressure testing, and more. Upon successfully passing all necessary tests, the pipeline fittings are ready for installation. These fittings are of paramount importance as they play a crucial role in connecting different sections of the pipeline, enabling the controlled flow of fluids or gases. They provide a secure and leak-free connection, ensuring the safe and efficient operation of the pipeline system. In conclusion, steel billets undergo a series of processes including heating, forging, machining, and testing to manufacture pipeline fittings. These fittings are vital for connecting and regulating fluid or gas flow within pipelines, ensuring the safe and efficient operation of the entire system.
- Q:How are steel billets inspected for internal defects?
- Steel billets are inspected for internal defects using various non-destructive testing (NDT) techniques. One common method is ultrasonic testing (UT), where high-frequency sound waves are used to detect defects inside the billet. A transducer sends ultrasonic waves into the billet, and the reflected waves are analyzed to identify any internal flaws. UT is capable of detecting defects such as cracks, voids, inclusions, and other discontinuities. Another method employed is magnetic particle inspection (MPI). This technique is particularly useful for detecting surface and near-surface defects in ferromagnetic materials like steel. A magnetic field is applied to the billet, and iron particles are spread over the surface. If there is a defect, the magnetic field will cause the particles to form visible indications, providing a clear indication of any internal flaws. Liquid penetrant testing (PT) is another widely used method for inspecting steel billets. In this process, a liquid dye is applied to the surface of the billet and allowed to penetrate any surface-breaking defects. After a specified time, excess dye is removed, and a developer is applied. The developer draws out the penetrant from any defects, making them visible under proper lighting conditions. Additionally, radiographic testing (RT) can be employed to detect internal defects in steel billets. This method uses X-rays or gamma rays to capture images of the billet's internal structure. The radiation passes through the billet, and a film or digital detector records the transmitted radiation. Any internal defects will appear as shadows on the image, allowing for their identification. Overall, a combination of these NDT techniques is often used to ensure thorough inspection of steel billets for internal defects. This helps maintain the quality and integrity of the billets, ensuring they meet the required specifications and standards.
- Q:Refinery carbon 3 is propane, then carbon four carbon five is what name ah?.What are they used for?
- This is isomericCarbon four is butane, n-butane and isobutaneCarbon five is pentane pentane. ISO pentane. PentaneThey are intermediates in refining
- Q:What are the different types of shearing machines used for steel billets?
- There are several types of shearing machines used for steel billets, including hydraulic shears, mechanical shears, and rotary shears. Hydraulic shears use hydraulic power to provide a smooth and powerful cutting action, while mechanical shears rely on a mechanical lever system for cutting. Rotary shears, on the other hand, operate by rotating the cutting blades to shear the steel billets. These different types of shearing machines offer various advantages and are used depending on the specific requirements of the steel billet cutting process.
1. Manufacturer Overview |
|
|---|---|
| Location | |
| Year Established | |
| Annual Output Value | |
| Main Markets | |
| Company Certifications | |
2. Manufacturer Certificates |
|
|---|---|
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period | |
3. Manufacturer Capability |
|
|---|---|
| a)Trade Capacity | |
| Nearest Port | |
| Export Percentage | |
| No.of Employees in Trade Department | |
| Language Spoken: | |
| b)Factory Information | |
| Factory Size: | |
| No. of Production Lines | |
| Contract Manufacturing | |
| Product Price Range | |
Send your message to us
Alloyed Steel Billets Manufactured by Continue Casting
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1000 m.t.
- Supply Capability:
- 10000 m.t./month
OKorder Service Pledge
OKorder Financial Service
Similar products






New products






Hot products




Hot Searches
Related keywords

