


Plastic Injection PET Preform Mould 24 Cavity
- Ref Price:
-

- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1 set
- Supply Capability:
- 100 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








1. Structure of Multi-Cavities PP Preform Mould
Cavity, core and screw neck of steel adopt imported S136 in Sweden, and be heating treatment of hardness up to HRC48-50.
All moulds base do heat treatment of hardness up to HRC 30-35.
Advanced mould design technology:
a) Each cavity self-locks independently and using high precision JAPAN CNC SYSTEM.
b) To ensure low decent ration & precision of the product.
c) Each mould spare part be inserted with durable parts, which are interchangeable. d) In order to improve and achieve high production efficiency, we always design the best cooling system and can match a cooling machine for each mould.
Advanced & accurate valve hot runner & temperature controller, ensure reliability of production and high transparency & brightness of product.
Mould sliding use copper, bottle be achieved FOOD SECURITY standard, and mould life guarantee more than 3 million shots.
2. Main Features of Multi-Cavities PP Preform Mould
No. of Cavity | 12 Cavity | 16 Cavity | 24 Cavity | 32 Cavity | 48 Cavity | 72 Cavity |
18g(cm) | 60*37*43 | 74*37*43 | 80*50*45 | 76*60*48 | 102*60*55 | 110*86*58 |
Weight(kg) | 625 | 770 | 1300 | 1650 | 2500 | 4100 |
28(cm) | 60*37*45 | 74*37*45 | 80*50*48 | 76*60*52 | 102*60*58 | 110*86*62 |
Weight(kg) | 655 | 810 | 1310 | 1800 | 2690 | 4450 |
40(cm) | 60*37*48 | 74*37*48 | 80*50*50 | 76*60*55 | 102*60*62 | 110*86*65 |
Weight(kg) | 700 | 860 | 1360 | 1900 | 2880 | 4670 |
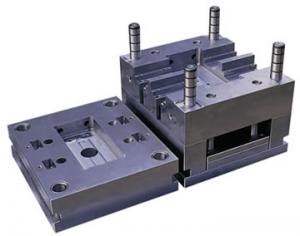
3. Images of Multi-Cavities PP Preform Mould



4. Packaging & Shipping of Multi-Cavities PP Preform Mould
. Can supply with both Mold & Molded parts
. Provide Milled Prototype Making, Mold Design, Mold Making, Mold Testing, Molding, Products assembly...services
. With more than 25 years experience, all of works are done 100% in our factory in Taiwan!
. Low volumes / Small orders are welcome! Please contact us to discuss case by case.
. Accept only OEM / ODM / Customer Projects. We do not have any existing molds for sell.
. Mold building lead time: Around 40-50 days, with 1st Mold trialing report and Mold trailing samples
5. FAQ of Multi-Cavities PP Preform Mould
Q: How to get a quotation and start business relationship with your company?
A: Please send us email and our sales representive will contact you as soon as we receive your email.
Q: How to receive a price quotaion in the shortest time?
A: When you send us an enquiry, please kindly make sure all the details, such as the mateiral, product size, surface treatment and packaging are mentioned.
Q: How to start a custom project with your company?
A: Please send us your design drawings or original samples so that we can offer a quotation first. If all details are confirmed, we will arrange the sample making.
Q: What’s your MOQ?
A: The MOQ depends on the design and production processes of the products. For the majority of our bathroom sets, our MOQ is 10000sets.
Q: What types of payment terms do you accept?
A: Currently, the payment terms we accept are T/T (30% before production, 70% against B/L copy) and irrevocable L/C at sight.
Q:How long can I receive an order?
A: That depends on the specific items and your order quantity. Normally, the lead time for a 20ft container load is 50-60 days.
- Q:The injection molding round box is not satisfied with the molds.
- New models or old models? The new mode may have a factor of 1. 2, the glue is too small. 3, the trail is too small. The exhaust is not good and the exhaust is bad.
- Q:What is a mold?What is it mainly used for
- I am not a professional, for reference. Molds are tools that make the material a certain size. According to the use area, mainly have hardware model, plastic mold, rubber mold. The hardware model is widely used, the quantity is the largest, the classification is much. Learn to be very profitable well! If you become a famous master, the design fee for a single generation can account for a fifth to a third of the cost of the mold. If you are a regular molder, in Qingdao area, monthly salary is between 2000 and 3000 yuan. You have to have a foundation for what you do. Need healthy body and medium above intelligence, need high school above mathematics. You also need to the basic knowledge of mechanical basis, basic knowledge of materials, mechanical drawing, computer operation, CAD and so on, also need a little machining knowledge, edm, and so on. The mold industry is called "soft gold". China is the world's first manufacturing power, mould amount is especially huge, mold export scale is also growing at an alarming rate, "the future" into the mold industry. Just for the reference of the industry, don't be a professional. You don't need to be a plus if you're positive.
- Q:How do you buy the die?
- Borrowing: fixed assets -- molds Tax payable - the VAT (input tax) Loan: bank deposit/accounts payable/stock cash Depreciation time: eliminate the residual value rate general 5%, according to 10 years depreciation So that's the original value minus 5 percent of the original value divided by 10 years divided by 12 months is equal to the cumulative depreciation of every month Above is financial calculation method, but in actual, the mould should be used according to the number for depreciation or abandoned, so to maximize utilization of assets. Of course, the mold when not in use, must pay attention to the maintenance state, not the rust or damage occurred.
- Q:What mould steel can make injection mold?
- Plastic mold with steel characteristics and USES The steel P20 belongs to low carbon steel, low strength, toughness, plasticity and weldability are good, it is mainly used for cavity is simple, small batch production of plastic mold, anti-indian method is used to manufacture the mold, then the carburizing and quenching and tempering treatment, can obtain high hardness and wear resistance, appearance of heart toughness good mould. 20 cr is one of the largest of several alloy structural steel production in our country, the application is very extensive, more than 20 steel has good hardenability, moderate strength and toughness, after carburizing treatment, has the very high hardness, wear resistance and corrosion resistance of the appropriate, as the usage of the plastic die steel with 20 steel 45 steel is China's current higher strength and better cutting workability, after proper heat treatment, can obtain a certain toughness, plastic, and wear resistance, convenient material source, generally after the conditioning, manufacturing plastic mold, is our country at present plastic mold used steel is one of the most widely steel grade 40 cr tensile strength and yield strength of the steel is higher than the corresponding carbon steel by 20%, and has good hardenability, good machinability, the steel manufacturing plastic mold and after carburizing and carbonitriding treatment, can improve the wear resistance and corrosion resistance
- Q:The core is the moving or the model, male or female?
- In general, most of the mold core is dynamic model (male), cavity is fixed mold cavities (), but a small part of the mould, called inversion model, the product is no nozzle design, mold core is fixed mold (die), cavity is dynamic model (button).
- Q:How do H13 mould steel heat treatment
- 2. The quenching and tempering toughness good die quenching process specification: heating temperature of 1020 ~ 1050 ℃, oil cooling or air cooling, 54 ~ 58 HRC hardness; For hot hard mould quenching technology, heating temperature of 1050 ~ 1080 ℃, oil cooling, 56 ~ 58 HRC hardness. Recommend a tempering temperature: 530 ~ 560 ℃, 48 ~ 52 HRC hardness; Tempering temperature 560 ~ 580 ℃; 47 ~ 49 HRC hardness. Tempering should be twice. At 500 ℃ tempering, tempering the secondary hardening peak, tempering hardness, the highest peak at about 55 HRC, but toughness is the worst. Therefore, tempering process to avoid around 500 ℃ advisable. According to the use of mould need, within the range of 540 ~ 620 ℃ tempering. Quenching heating should be two preheating (600 ~ 650 ℃, 600 ~ 850 ℃), in order to reduce heating process to produce thermal stress.
- Q:What are the advantages of using a hot runner?
- Save plastics raw materials There is no production charge in the pure heat flow mold because there is no cold water. This is especially important for the expensive application of plastic. In fact, the world's leading manufacturers of hot water production have been developing rapidly in the world's expensive years of oil and plastics. Because the hot runner technology is an effective way to reduce the cost of materials. Reduce waste and improve product quality The plastic melt temperature is controlled accurately in the flow system during the process of hot runner mould forming. The plastic can flow in more uniform and uniform state, and the result is a uniform component. The parts of hot runner forming are good quality, the residual stress is low and the parts are small. So many of the high quality products in the market are made by hot runner mold. Many of the plastic parts in the DELL laptop, such as the familiar MOTOROLA phone and the HP printer, are made using hot stream molds.
- Q:What is the role of the grooves in the guide column
- Storage of lubricating oil and cutting groove action. Because of the relative motion of the guide when the guide is working, because the clearance is small, the oil can be scraped off for a long time. So the design of this groove allows the lubricant to stay on the length of the guide column, not all of it to the end. Because the processing accuracy is different on both sides of the guide. Level 2 orientation precision, for example, sliding guide part of guide pillar and guide bush of requirement is H7 / h6, guide pillar of the fixed part and the mold base with the mounting holes is H7 / s6, relief groove guide pin can be divided into two sections, one section for h6, another for s6, so relief groove is a must have!
- Q:What courses are required to learn the UG mould design?
- UG 3 d modelling; 2. Assembly drawings; 3. Engineering drawing; 4, learn about the battlefield copy board; Understand reverse engineering; Mould structure and processing technology; CAD 2 design; Graph printing; Structural design; IGS mend the broken face; Product analysis; Coordinate setting; Part PARP method; Size block method; The parting face is created, sliding block, diagonal, and inlaid design. 16. Copper down the male; How to solve the inseparable method; Knowledge of 2D molds; Basic theory knowledge and processing technology of CAD mould design; 20. CAD position; The process and method of the molds. Design of the thimble; Water design; Design of inserts; Mold and product labeling; Line cut; The principle and method of designing the design of a cavity, row, slant, thrust block, front die, and former die line in the factory design example
- Q:What is die parting face?
- A mold term. Mould is, generally speaking, there are two major components: dynamic model and fixed die (or male mold cavities and cores), parting surface is closed and state can contact between the two parts, is divided into the workpiece or mold parts mold parting plane of block size, has a broader significance. The design of fractal surface directly affects the quality of the product, the difficulty of mold structure and operation, and is one of the key factors in the success of die design. The following principles should be observed when determining the parting surface: (1) make the mold structure as simple as possible. If you avoid or reduce the side parting, you will reduce the movement of the type and the fixing of the mold to reduce the difficulty of processing. (2) it is helpful for the smooth removal of plastic parts. As long as the mold is left to be left on the edge of the moving die to make use of the top of the injection molding machine, avoid the long distance core to reduce the size of the die. Ensure the precision of the product. To minimize manufacturing and assembly errors, as far as possible, in the same module as possible. (4) not affecting the appearance of the product. The flying side inevitably occurs at the parting surface, so avoid the design of the parting surface on the smooth surface. (5) ensure smooth exhaust of the cavity. If the fractal surface is as close as possible to the final filling of the cavity wall, it can be used to exhaust the cavity.
1. Manufacturer Overview |
|
|---|---|
| Location | |
| Year Established | |
| Annual Output Value | |
| Main Markets | |
| Company Certifications | |
2. Manufacturer Certificates |
|
|---|---|
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period | |
3. Manufacturer Capability |
|
|---|---|
| a)Trade Capacity | |
| Nearest Port | |
| Export Percentage | |
| No.of Employees in Trade Department | |
| Language Spoken: | |
| b)Factory Information | |
| Factory Size: | |
| No. of Production Lines | |
| Contract Manufacturing | |
| Product Price Range | |
Send your message to us
Plastic Injection PET Preform Mould 24 Cavity
- Ref Price:
-
- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1 set
- Supply Capability:
- 100 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products





New products






Hot products




Hot Searches
Related keywords

